Project management is widely used in engineering and other sectors to guide business operations and processes successfully. It plays a crucial role in helping organisations to achieve goals and meet expectations. To better understand project management, this guide covers all the essentials.
What is Project Management?
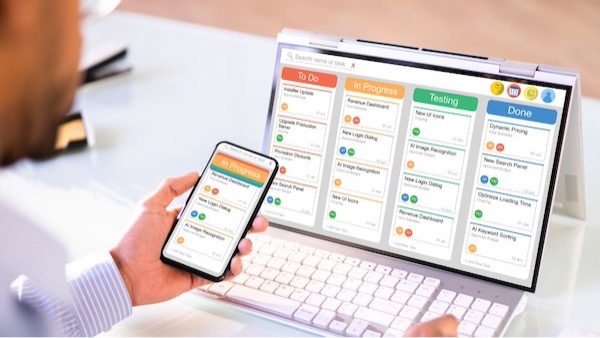
Project management is the planning and organisation of a business’s resources, such as human or financial resources. Effective and efficient project management helps teams and organisations to complete tasks and achieve their goals.
The scope of project management can range from a single, one-off project to ongoing, permanent organisational activities. While project management can be used in various fields, it is widely used in engineering, construction, and healthcare.
While used in different industries, project management jobs are widely the same across each industry. Alongside setting the goals and objectives of projects, project managers will determine the timeframe for project completion and quality control measures for achieving project goals.
Given the expanding scope of project management, there are many opportunities for a role in this specialist area. As more industries use project management, candidates will find more project management jobs through localised searches, such as “project management jobs near me”.
Senior project managers are responsible for delivering projects within set constraints, such as financial and timeframe targets. Senior project managers are also responsible for project planning, progress tracking, and resolving workflow issues.
Benefits
Effective project management in engineering has many benefits to the team, business, and customers. Some of the benefits of effective project management include:
Greater operational efficiency.
Helps businesses to gain a competitive advantage.
It helps to provide much more value to customers.
Allows a business to stay on target and stick within budgets.
Greater customer satisfaction.
Reduces the risk of projects failing.
Improves productivity and work quality.
Project Management Systems
There are 2 distinct project management systems. The first of these entails the principles or procedures used by an ecosystem to determine a process for project completion. Examples of such principles and procedures include workflows, teams, procedures, and tools.
The other element of project management systems are the smaller parts or elements that form part of an extensive, complex system. Examples of this include any technical platforms a team uses for project completion, such as spreadsheet software, email clients, or specialised applications.
Types
There are 3 different types of project management to enable businesses or teams to meet the needs and goals of specific industries. The 3 types of project management are waterfall, agile, and lean.
Waterfall Project Management
The first type of project management is waterfall. With waterfall project management, before continuing with the next task in the project, this method requires the previous task to be completed first.
As a result, most tasks or steps in waterfall project management follow a linear or progression sequence, flowing in one direction like a waterfall (hence the name). For this reason, timelines play a crucial role.
As the project advances and develops, the size and scope of the team may increase to meet demands, complete tasks, and achieve goals. Tasks will also become much more complex as the project advances.
Agile Project Management
Agile project management is another type of project management. First used in computer software, agile project management focuses on continuously monitoring and improving goods and services. This project management type originates from the Agile Manifesto 12 core principles.
Fundamentally, agile project management provides customer value through high-quality goods and services. Adapting to business circumstances and effective team interactions also contribute towards delivering customer value.
Agile project management has no sequential process or approach, unlike waterfall. Each project phase is completed parallel to one another by multiple team members within the same organisation. This makes identifying and addressing errors much easier.
Lean Project Management
The other type of project management is lean project management. Lean focuses on providing value to customers using the least possible resources. As a result, lean project management seeks to avoid wasting resources.
Only resources directly contributing to completing the team’s tasks are used during the project. Using a lean project management approach is similar to the lean enterprise production principles.
Project Management Lifecycle
All projects will follow the same stages irrespective of the project’s nature, tasks, or organisation, and is referred to as the project management lifecycle. Successful and effective project management will require an understanding of this lifecycle.
Every lifecycle stage will also present individual problems, stakeholders, and deliverables. Project managers must be adept at navigating or overcoming such factors to ensure a project’s success. The stages in the project management lifecycle are as follows:
1. The Initiation Phase
The first phase of the project management lifecycle is the initiation phase. At this stage, the goal is to define the project and develop the business case for the project. Gaining approval for the project also happens at this stage.
Tasks such as a feasibility test, identifying key stakeholders, and selecting project management tools all happen at this stage.
2. The Planning Phase
The second phase of the project management lifecycle is the planning phase. After gaining approval for the project, a clear and thorough plan needs to be developed to give the project team a guide and goal to work towards. This stage sets all the goals and details for fulfilling organisational requirements.
Tasks such as creating project plans, building workflows, defining goals, developing resource plans, and risk assessment with contingency planning happen at this stage.
3. The Execution Phase
The third phase of the project management lifecycle is the execution phase. The majority of a project’s work happens during this stage. Project deliverables are developed during this stage to monitor project and goal progress. This stage uses most resources, including finances, human resources, and time.
4. The Controlling and Monitoring Phase
The final phase of the project management lifecycle is the controlling and monitoring phase, which happens alongside the execution phase. As a project is underway, project managers should ensure the project is on track to achieve project goals and organisation requirements.
Any changes resulting from unforeseen circumstances or changes in project direction will happen during this stage. Other tasks such as resource management, risk management, project schedule updates, and monitoring project performance will occur at this stage.
With more industries and job sectors utilising project management in their operations, there is a greater need for project managers. A suitable skill set and experience can help candidates gain a successful project management role. With such a growth in project management, there is a much greater demand for project roles in technical recruitment.
Aaron Middleton
Aaron Middleton is a content creator for Automation Experts, who specialises in Drives, Controls, and Automation technology recruitment. Aaron regularly creates content on technical recruitment for Automation Experts, focusing on manufacturing and engineering.
In August 2002 I spent a week in Japan at the chemical plant of an internationally renowned chemical manufacturer. While there I asked them about how they do their maintenance. They told me about their maintenance philosophy. And I want to pass on to you what I learnt about the Japanese way of doing maintenance on that trip.
In August 2002 I spent a week in Japan at the chemical plant of an internationally renowned chemical manufacturer. While there I asked them about how they do their maintenance. They told me about their maintenance philosophy. And I want to pass on to you what I learnt about the Japanese way of doing maintenance on that trip.
With today's limited internal resources, it's tough to transform machine maintenance from reactionary to preventive, and ultimately proactive, despite the obvious upsides in higher overall equipment efficiency (OEE), better process control and lower total cost. Outsourcing this requirement to a third-party specialist, however, is a cost-effective alternative, according to companies that have crunched the numbers.
With today's limited internal resources, it's tough to transform machine maintenance from reactionary to preventive, and ultimately proactive, despite the obvious upsides in higher overall equipment efficiency (OEE), better process control and lower total cost. Outsourcing this requirement to a third-party specialist, however, is a cost-effective alternative, according to companies that have crunched the numbers.
In most businesses, success is easily measured by looking at the bottom line; but what’s the bottom line in the maintenance business? To better understand how to evaluate maintenance business performance, it’s helpful to examine how businesses generate profits. Quite simply, businesses generate profits by providing goods and/or services at minimum cost and sold at a fair market price. Obviously, revenues generated from sales must exceed the costs. It is important to note that the customer determines the fair market price.
In most businesses, success is easily measured by looking at the bottom line; but what’s the bottom line in the maintenance business? To better understand how to evaluate maintenance business performance, it’s helpful to examine how businesses generate profits. Quite simply, businesses generate profits by providing goods and/or services at minimum cost and sold at a fair market price. Obviously, revenues generated from sales must exceed the costs. It is important to note that the customer determines the fair market price.
This paper considers Product Service Systems as an emerging approach to creating a win-win situation for OEMs and their customers, and discusses maintenance outsourcing as a step towards applying this new concept. Two key elements in successful maintenance outsourcing are to understand the risks to the service providers in taking responsibility for their customers' maintenance activities, and understanding the value that is delivered to the customers by the maintenance service provider. The concept of 'value in use' will be introduced. as an improved decision criterion for maintenance outsourcing, and the need for a too/ to assess value-inuse will be explained.
This paper considers Product Service Systems as an emerging approach to creating a win-win situation for OEMs and their customers, and discusses maintenance outsourcing as a step towards applying this new concept. Two key elements in successful maintenance outsourcing are to understand the risks to the service providers in taking responsibility for their customers' maintenance activities, and understanding the value that is delivered to the customers by the maintenance service provider. The concept of 'value in use' will be introduced. as an improved decision criterion for maintenance outsourcing, and the need for a too/ to assess value-inuse will be explained.
The purpose of this article is to raise questions and challenge plant leadership on strategy, vision and execution of plant reliability and overall maintenance management. To start, we need to define reliability. Often times companies want to improve reliability but when you ask them to define reliability and how it's measured, it's unusual to get a comprehensive answer.
The purpose of this article is to raise questions and challenge plant leadership on strategy, vision and execution of plant reliability and overall maintenance management. To start, we need to define reliability. Often times companies want to improve reliability but when you ask them to define reliability and how it's measured, it's unusual to get a comprehensive answer.
Maintenance practices and technologies have evolved to meet the needs of the changing industrial environment. The function has evolved from a community of reactive fixers, to dedicated craftsmen, to proactive professionals. The next generation of personnel could well be based on practitioners of Quality Management Systems (QMS).
Maintenance practices and technologies have evolved to meet the needs of the changing industrial environment. The function has evolved from a community of reactive fixers, to dedicated craftsmen, to proactive professionals. The next generation of personnel could well be based on practitioners of Quality Management Systems (QMS).
This paper outlines the key factors that you should consider when establishing a Maintenance Change program in your organization. In doing so, it provides a framework which you can apply to increase the chances of success in your change efforts. The paper draws heavily on Price Waterhouse experience in implementing Maintenance change at many major organizations throughout WA, as well as our international experience in implementing change as articulated in our book "Better Change."
This paper outlines the key factors that you should consider when establishing a Maintenance Change program in your organization. In doing so, it provides a framework which you can apply to increase the chances of success in your change efforts. The paper draws heavily on Price Waterhouse experience in implementing Maintenance change at many major organizations throughout WA, as well as our international experience in implementing change as articulated in our book "Better Change."
The Maintenance Scorecard is the first book to seriously tackle the issue of aligning asset management with other areas of corporate activity. This is a particularly relevant topic given the growing importance of the area as a source of strategic advantages and as a centre for risk management.
The Maintenance Scorecard is the first book to seriously tackle the issue of aligning asset management with other areas of corporate activity. This is a particularly relevant topic given the growing importance of the area as a source of strategic advantages and as a centre for risk management.
Planned maintenance is a maintenance concept developed over a span of time, and is made up of numerous functions, all designed to compliment each other. Planned maintenance, then, is a maintenance program designed to improve the effectiveness of maintenance through the use of systematic methods and plans. The primary objective of the maintenance effort is to keep equipment functioning in a safe and efficient manner. This allows production to meet production targets with minimum operating cost.
Planned maintenance is a maintenance concept developed over a span of time, and is made up of numerous functions, all designed to compliment each other. Planned maintenance, then, is a maintenance program designed to improve the effectiveness of maintenance through the use of systematic methods and plans. The primary objective of the maintenance effort is to keep equipment functioning in a safe and efficient manner. This allows production to meet production targets with minimum operating cost.
Too many organisations neglect the benefits of a clearly defined prioritisation system. Even when they realise the importance the focus is invariably at a department or functional level. I have seen organisations where there are up to three or more prioritisation systems. None of which are inter-related. Along with work order classification, failure coding and integration with business processes, this is one of the key determinants of a maintenance systems future operation.
Too many organisations neglect the benefits of a clearly defined prioritisation system. Even when they realise the importance the focus is invariably at a department or functional level. I have seen organisations where there are up to three or more prioritisation systems. None of which are inter-related. Along with work order classification, failure coding and integration with business processes, this is one of the key determinants of a maintenance systems future operation.
All of the work of backlog management, planning and priority targeted capacity scheduling are focussed on efficient execution. To ensure that the tasks that need to be done, as per the true requirements of the plant, are done in a timely manner with as little waste of human and material resources as is possible.
All of the work of backlog management, planning and priority targeted capacity scheduling are focussed on efficient execution. To ensure that the tasks that need to be done, as per the true requirements of the plant, are done in a timely manner with as little waste of human and material resources as is possible.
Historically, maintenance textbooks have defined a shutdown as "an unplanned equipment failure event that causes an operational production line, process, area or section of a plant to be temporarily turned off or closed for emergency repair, and resumed to operational status immediately following the repair of the failed equipment." Turnarounds are defined as "a planned event that required the closure of an entired operational plant or facility to perform one or many pre-planned technology or system upgrades, equipment upgrades, and maintenance restorations, within a defined time period."
Historically, maintenance textbooks have defined a shutdown as "an unplanned equipment failure event that causes an operational production line, process, area or section of a plant to be temporarily turned off or closed for emergency repair, and resumed to operational status immediately following the repair of the failed equipment." Turnarounds are defined as "a planned event that required the closure of an entired operational plant or facility to perform one or many pre-planned technology or system upgrades, equipment upgrades, and maintenance restorations, within a defined time period."
Priority, as defined in the Franklin Dictionary, means "coming before in time, order, or importance." When prioritizing maintenance work, one must consider its importance to the entire company in question. My experience shows that, in the real world of most maintenance departments, you can classify priorities in two groups: Emotional priorities and real priorities.
Priority, as defined in the Franklin Dictionary, means "coming before in time, order, or importance." When prioritizing maintenance work, one must consider its importance to the entire company in question. My experience shows that, in the real world of most maintenance departments, you can classify priorities in two groups: Emotional priorities and real priorities.
It’s common knowledge that increasing the share of planned maintenance over the time spent on breakdowns should be a top priority for forward-thinking maintenance organizations. The financial benefits of that strategy, however, may not be readily apparent.
It’s common knowledge that increasing the share of planned maintenance over the time spent on breakdowns should be a top priority for forward-thinking maintenance organizations. The financial benefits of that strategy, however, may not be readily apparent.
A few weeks ago, someone asked me, “How many hours should a planner plan for each week?” This is a great question, but I can only give a touchy-feely answer. A strict numerical approach to productivity might miss the point of why planners exist (to promote crew productivity). I want the planner to keep the unplanned backlog under control by adjusting the time spent on the level of detail put into each job plan.
A few weeks ago, someone asked me, “How many hours should a planner plan for each week?” This is a great question, but I can only give a touchy-feely answer. A strict numerical approach to productivity might miss the point of why planners exist (to promote crew productivity). I want the planner to keep the unplanned backlog under control by adjusting the time spent on the level of detail put into each job plan.
Industry spends millions of dollars each year on improved filtration technology in an attempt to reduce particle contamination, with some of the more advanced companies reducing failure rates by up to 90 percent simply by controlling fluid cleanliness. However, in some industries and environments, water is a far more insidious contaminant than solid particles. Water contamination is often overlooked as the primary cause of component failure.
Industry spends millions of dollars each year on improved filtration technology in an attempt to reduce particle contamination, with some of the more advanced companies reducing failure rates by up to 90 percent simply by controlling fluid cleanliness. However, in some industries and environments, water is a far more insidious contaminant than solid particles. Water contamination is often overlooked as the primary cause of component failure.
At the installation of a new 150 gal/min centrifugal pump driven by a 125 HP motor, high vibration levels were found immediately upon first start. After several days of alignment checks, pump teardowns, bearing inspections, motor uncoupled runs and vendor technical support, no solution was found. The plant maintenance manager asked the company's vibration analyst to take readings to troubleshoot the problem. After measuring extremely high vibration levels, resonance was suspected and was found at the motor support structure due to inadequate mounting design for the new installation.
At the installation of a new 150 gal/min centrifugal pump driven by a 125 HP motor, high vibration levels were found immediately upon first start. After several days of alignment checks, pump teardowns, bearing inspections, motor uncoupled runs and vendor technical support, no solution was found. The plant maintenance manager asked the company's vibration analyst to take readings to troubleshoot the problem. After measuring extremely high vibration levels, resonance was suspected and was found at the motor support structure due to inadequate mounting design for the new installation.
Misalignment is probably the most common cause of machinery malfunction. Considering the importance of alignment, the vibration spectra of alignment is not well documented. Various authors have reported different spectra. The goal of this research was to determine the unique vibration signature for misalignment at varying operating and design conditions such as speed, type and level of misalignment, coupling types and machinery dynamic stiffness.
Misalignment is probably the most common cause of machinery malfunction. Considering the importance of alignment, the vibration spectra of alignment is not well documented. Various authors have reported different spectra. The goal of this research was to determine the unique vibration signature for misalignment at varying operating and design conditions such as speed, type and level of misalignment, coupling types and machinery dynamic stiffness.
Making money, not tons, has become the mantra of the pulp and paper industry in recent years. Consolidation moves in the sector have resulted in more effective management of inventories and supply, but the cyclical tendencies of the business remain. On top of that, the market is now a global one rather than being split up into regions. Managers today have to live up to the challenge of reducing costs to remain competitive in this global market. Mills face the real possibility of closure if manufacturing costs are no longer competitive in the global market economy. Future success will be achieved only by driving down costs and improving operating efficiencies.
Making money, not tons, has become the mantra of the pulp and paper industry in recent years. Consolidation moves in the sector have resulted in more effective management of inventories and supply, but the cyclical tendencies of the business remain. On top of that, the market is now a global one rather than being split up into regions. Managers today have to live up to the challenge of reducing costs to remain competitive in this global market. Mills face the real possibility of closure if manufacturing costs are no longer competitive in the global market economy. Future success will be achieved only by driving down costs and improving operating efficiencies.
"What's the system's normal operating temperature? What's the system's usual operating pressure range?" If you can't answer these two basic questions about the vital signs of your hydraulic equipment I strongly recommend you make the effort to get to know your hydraulic equipment better. The information is easy to collect and can give valuable insight to the health of your hydraulic equipment.
"What's the system's normal operating temperature? What's the system's usual operating pressure range?" If you can't answer these two basic questions about the vital signs of your hydraulic equipment I strongly recommend you make the effort to get to know your hydraulic equipment better. The information is easy to collect and can give valuable insight to the health of your hydraulic equipment.
There are several important silent assumptions of bearing reliability. However, before I address these assumptions, some even more basic assumptions and statements of fact must be established. While it might be a bit of a leap, I'm going to assume that the bearing is well-designed, well-manufactured, properly handled and stored, and finally, correctly selected for the intended application. With that said, we're now ready to talk about those silent assumptions that are in the maintenance function's domain.
There are several important silent assumptions of bearing reliability. However, before I address these assumptions, some even more basic assumptions and statements of fact must be established. While it might be a bit of a leap, I'm going to assume that the bearing is well-designed, well-manufactured, properly handled and stored, and finally, correctly selected for the intended application. With that said, we're now ready to talk about those silent assumptions that are in the maintenance function's domain.
Damaged hydraulic cylinder rods and wiper seals are an eternal problem for users of hydraulic machinery. Dents and gouges on the surface of hydraulic cylinder rods reduce seal life and give dust and other contaminants an easy path into the hydraulic system. Many hydraulic cylinders also have bent rods, which cause distortion and ultimately premature failure of the seals.
Damaged hydraulic cylinder rods and wiper seals are an eternal problem for users of hydraulic machinery. Dents and gouges on the surface of hydraulic cylinder rods reduce seal life and give dust and other contaminants an easy path into the hydraulic system. Many hydraulic cylinders also have bent rods, which cause distortion and ultimately premature failure of the seals.
Vibration and wear debris analyses are two key components of any successful condition-monitoring program and can be used as both predictive and proactive tools to identify active machine wear and diagnose faults occurring inside machinery. Integrating these two techniques in a machine condition-monitoring program provides greater and more reliable information, bringing significant cost benefits to industry.
Vibration and wear debris analyses are two key components of any successful condition-monitoring program and can be used as both predictive and proactive tools to identify active machine wear and diagnose faults occurring inside machinery. Integrating these two techniques in a machine condition-monitoring program provides greater and more reliable information, bringing significant cost benefits to industry.
Rapid progress in process automation and tightening quality standards result in a growing demand being placed on fault detection and diagnostics (FDD) methods to provide both speed and reliability of motor quality testing. This paper presents the findings of a decade long research and development efforts in the field of experimental modeling technique and its practical applications for the fault detection purposes, first in the fields of aerospace and defense, and now in the context of highvolume electric motor manufacturing. Underlying this patented technology is a set of proprietary algorithms that enable precise tracking of the parameters pertaining to the physical structure of the motor.
Rapid progress in process automation and tightening quality standards result in a growing demand being placed on fault detection and diagnostics (FDD) methods to provide both speed and reliability of motor quality testing. This paper presents the findings of a decade long research and development efforts in the field of experimental modeling technique and its practical applications for the fault detection purposes, first in the fields of aerospace and defense, and now in the context of highvolume electric motor manufacturing. Underlying this patented technology is a set of proprietary algorithms that enable precise tracking of the parameters pertaining to the physical structure of the motor.
Just like nutrition facts printed on the label of every item in a grocery store, the symbols on an oil can label tell consumers the service rating and certification for that product. In the United States, the American Petroleum Institute (API) administers the licensing and certification of engine oils through a system that meets the warranty, maintenance and lubrication requirements of original equipment manufacturers. OEMs, oil marketers, additive companies and testing laboratories work together to establish engine oil performance requirements, test methods and limits for the various classifications and testing processes.
Just like nutrition facts printed on the label of every item in a grocery store, the symbols on an oil can label tell consumers the service rating and certification for that product. In the United States, the American Petroleum Institute (API) administers the licensing and certification of engine oils through a system that meets the warranty, maintenance and lubrication requirements of original equipment manufacturers. OEMs, oil marketers, additive companies and testing laboratories work together to establish engine oil performance requirements, test methods and limits for the various classifications and testing processes.
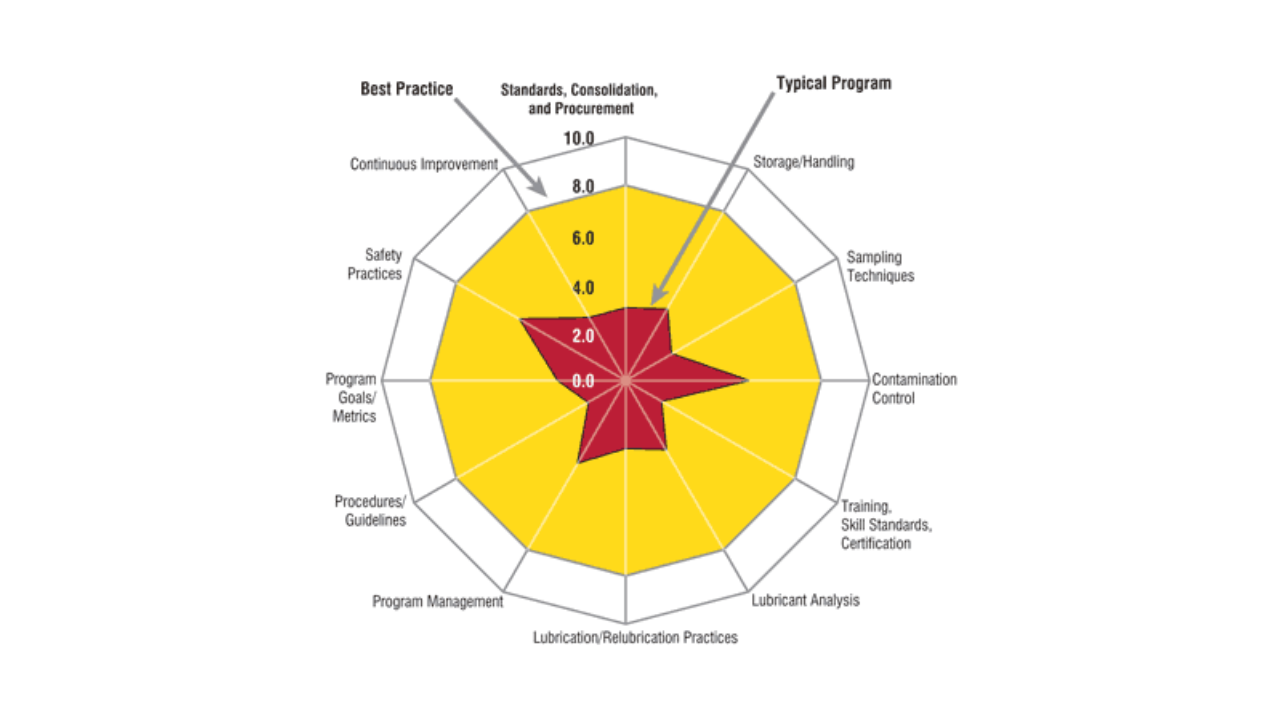
The path to lubrication excellence can be difficult to navigate. It begins when individuals and organizations become aware of the importance of their lubrication program, its impact on productivity and its direct effect on the bottom line. Once this enlightenment has occurred, comprehensive training in best practices is acquired and the organization can consider what the lubrication program should be and where they wish to take it.
The path to lubrication excellence can be difficult to navigate. It begins when individuals and organizations become aware of the importance of their lubrication program, its impact on productivity and its direct effect on the bottom line. Once this enlightenment has occurred, comprehensive training in best practices is acquired and the organization can consider what the lubrication program should be and where they wish to take it.
Regardless of the approach taken to measure true dynamic movement, coupled machines need to be set to cold alignment targets that will reflect the actual changes in the shaft alignment. This will lead to lower vibration levels, increased Mean Time Between Failures, decreased maintenance expenditures and increases in production. Much like the philosophical change from aligning shafts with dial indicators to aligning shafts with laser based systems, these types of measurements will take some time to be generally accepted and routinely practiced.
Regardless of the approach taken to measure true dynamic movement, coupled machines need to be set to cold alignment targets that will reflect the actual changes in the shaft alignment. This will lead to lower vibration levels, increased Mean Time Between Failures, decreased maintenance expenditures and increases in production. Much like the philosophical change from aligning shafts with dial indicators to aligning shafts with laser based systems, these types of measurements will take some time to be generally accepted and routinely practiced.
Who is to blame when a defect occurs? Is it the supplier who was contracted to produce a key component or supply materials, or is it the customer organization that created the specs and produced the final product? As more companies outsource parts of production and develop closer partnerships with key suppliers, finding blame can topple the delicate balance in even the best customer-supplier relationship.
Who is to blame when a defect occurs? Is it the supplier who was contracted to produce a key component or supply materials, or is it the customer organization that created the specs and produced the final product? As more companies outsource parts of production and develop closer partnerships with key suppliers, finding blame can topple the delicate balance in even the best customer-supplier relationship.
This paper presents a case study in a process industry that illustrates how industrial productivity may be increased and business objectives achieved by application of a process termed as REU (Reliability of Equipment Usage). REU basically concentrates on the process of improving operational reliability through knowledge workers. Operational reliability may encompass problems in equipment, process, system, spare parts, cost, purchase, material stocking and a host of other problems connected to business effectiveness. The process is briefly described. The results and benefits of such improvements are highlighted.
This paper presents a case study in a process industry that illustrates how industrial productivity may be increased and business objectives achieved by application of a process termed as REU (Reliability of Equipment Usage). REU basically concentrates on the process of improving operational reliability through knowledge workers. Operational reliability may encompass problems in equipment, process, system, spare parts, cost, purchase, material stocking and a host of other problems connected to business effectiveness. The process is briefly described. The results and benefits of such improvements are highlighted.
The first instruments for Condition Monitoring at Norske Skogn were purchased in 1971. Today we are using instrumentation of the 8th generation. We can see that each generation has given us an opportunity to improve the reliability of the CM program.
The first instruments for Condition Monitoring at Norske Skogn were purchased in 1971. Today we are using instrumentation of the 8th generation. We can see that each generation has given us an opportunity to improve the reliability of the CM program.
There is still some controversy regarding the various certification levels, test questions and test procedures. These problems will hopefully be worked out in the future. However, despite these issues, certification is probably the glue that will be required to bind and network this group of analysts together in today’s dynamic job market.
There is still some controversy regarding the various certification levels, test questions and test procedures. These problems will hopefully be worked out in the future. However, despite these issues, certification is probably the glue that will be required to bind and network this group of analysts together in today’s dynamic job market.
There are many uses for infrared thermography other than inspecting electrical switchgear and mechanical components. Inspecting buildings for heat loss was one of the first commercial uses for infrared thermography.
There are many uses for infrared thermography other than inspecting electrical switchgear and mechanical components. Inspecting buildings for heat loss was one of the first commercial uses for infrared thermography.
The manufacturer using the bearing in his equipment, not the ball bearing manufacturer, determines the anticipated life of a ball bearing. This life, once determined, is called the L10 life of the bearing and it is based on the premise that 90% of the bearings will last a certain amount of revolutions before they experience metal fatigue.
The manufacturer using the bearing in his equipment, not the ball bearing manufacturer, determines the anticipated life of a ball bearing. This life, once determined, is called the L10 life of the bearing and it is based on the premise that 90% of the bearings will last a certain amount of revolutions before they experience metal fatigue.
The following paper will describe a methodology for automatically detecting and diagnosing rolling element bearing wear. The techniques involved have been proven in over 15 years of use in a huge variety of environments, machine types and applications. The techniques involved in diagnosing bearing wear will be described in detail and supported by a set of example graphs and an annotated diagnostic report.
The following paper will describe a methodology for automatically detecting and diagnosing rolling element bearing wear. The techniques involved have been proven in over 15 years of use in a huge variety of environments, machine types and applications. The techniques involved in diagnosing bearing wear will be described in detail and supported by a set of example graphs and an annotated diagnostic report.
So you have a plan, now what? It is now time to execute. Hopefully, you are using some great CI methodologies founded in Six Sigma and the Toyota Production System. Each of the items on your plan may need some additional analysis to see exactly what is involved in the improvement of those items.
So you have a plan, now what? It is now time to execute. Hopefully, you are using some great CI methodologies founded in Six Sigma and the Toyota Production System. Each of the items on your plan may need some additional analysis to see exactly what is involved in the improvement of those items.
After a couple of decades of testing, Lean business practices are now widely accepted as a major contributor to extraordinary customer service and profitable operations. But with this acceptance has come a new leveling of the playing field in many industries. The preemptive competitive advantages enjoyed by early Lean adopters have dissipated as more and more companies are “converted” to techniques that reduce waste and slash lead times. We have also come to the realization that only the most effective operations can position a company to compete with competitors who source off shore to suppliers in low cost labor markets.
After a couple of decades of testing, Lean business practices are now widely accepted as a major contributor to extraordinary customer service and profitable operations. But with this acceptance has come a new leveling of the playing field in many industries. The preemptive competitive advantages enjoyed by early Lean adopters have dissipated as more and more companies are “converted” to techniques that reduce waste and slash lead times. We have also come to the realization that only the most effective operations can position a company to compete with competitors who source off shore to suppliers in low cost labor markets.
A mentor can assume many different roles including teacher, motivator, advisor, coach, door-opener. A good mentor has some traits that are conducive to their role. They are supportive, patient, secure in their position and achievers. They tend to be accepting of others, even their shortcomings. Mentors require the ability to listen and possess questioning skills and a passion for their work and industry. They provide constructive and positive feedback and are able to plan and make decisions.
A mentor can assume many different roles including teacher, motivator, advisor, coach, door-opener. A good mentor has some traits that are conducive to their role. They are supportive, patient, secure in their position and achievers. They tend to be accepting of others, even their shortcomings. Mentors require the ability to listen and possess questioning skills and a passion for their work and industry. They provide constructive and positive feedback and are able to plan and make decisions.
In nearly all of the 250 or so equipment intensive plants and facilities I have visited, taught at, and worked in over the past 30 years, I have observed the relationships between the skills of employees and the reliability of the equipment. These observations may provide helpful insights for plant and facility managers who are troubled with unreliable equipment and high maintenance costs. Here are a few:
In nearly all of the 250 or so equipment intensive plants and facilities I have visited, taught at, and worked in over the past 30 years, I have observed the relationships between the skills of employees and the reliability of the equipment. These observations may provide helpful insights for plant and facility managers who are troubled with unreliable equipment and high maintenance costs. Here are a few:
World-class organizations would not—could not—succeed without implementing an efficient and effective planning and scheduling process. It’s one of those cornerstone processes that can transform your organization into “Best-in-Class.” Here are some of the pitfalls regarding the deployment of Planners/Schedulers (Planners) that can keep you from getting where you want to be.
World-class organizations would not—could not—succeed without implementing an efficient and effective planning and scheduling process. It’s one of those cornerstone processes that can transform your organization into “Best-in-Class.” Here are some of the pitfalls regarding the deployment of Planners/Schedulers (Planners) that can keep you from getting where you want to be.
There is an ongoing debate on the Superfactory web forum concerning SMED (Single Minute Exchange of Dies) as developed by Shigeo Shingo, and in particular about Shingo’s influence on Toyota. As someone who had the privilege of meeting Shingo a few times before his death in 1991 and who has taught Single Minute Exchange of Dies for 15 years, I would like to give my view on the importance of the SMED process.
There is an ongoing debate on the Superfactory web forum concerning SMED (Single Minute Exchange of Dies) as developed by Shigeo Shingo, and in particular about Shingo’s influence on Toyota. As someone who had the privilege of meeting Shingo a few times before his death in 1991 and who has taught Single Minute Exchange of Dies for 15 years, I would like to give my view on the importance of the SMED process.
Use the proper tools and a good pair of eyes to eliminate almost all your belt drive problems. Did you know that premature belt drive failures can be attributed to just a half-dozen commonly encountered problems? Or that all it takes to solve these problems is just a few tools and using your head? Other than normal wear and use, the most common sources of belt drive failures are 1) improper tension, 2) misalignment, 3) handling, 4) hardware, 5) environmental factors, and 6) design factors.
Use the proper tools and a good pair of eyes to eliminate almost all your belt drive problems. Did you know that premature belt drive failures can be attributed to just a half-dozen commonly encountered problems? Or that all it takes to solve these problems is just a few tools and using your head? Other than normal wear and use, the most common sources of belt drive failures are 1) improper tension, 2) misalignment, 3) handling, 4) hardware, 5) environmental factors, and 6) design factors.
This article presents, in layman's terms, information regarding a high-speed electrostatic kidney-loop system, designed to remove submicron particles and other foreign matter (varnish) from lubricating fluids. It is a culmination of more than 30 years of research and development, on-site beta testing, and trial and error, and it has resulted in seven electrostatic filter patents which significantly aid in the process of oil purification.
This article presents, in layman's terms, information regarding a high-speed electrostatic kidney-loop system, designed to remove submicron particles and other foreign matter (varnish) from lubricating fluids. It is a culmination of more than 30 years of research and development, on-site beta testing, and trial and error, and it has resulted in seven electrostatic filter patents which significantly aid in the process of oil purification.
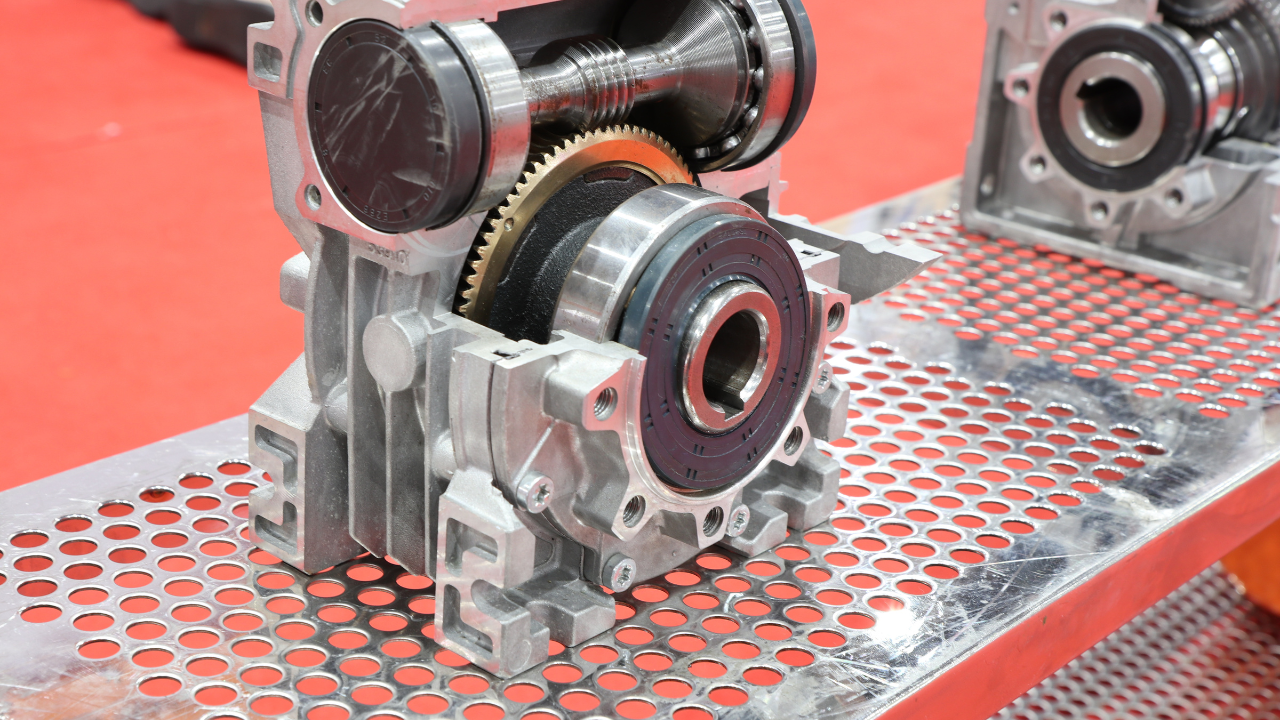
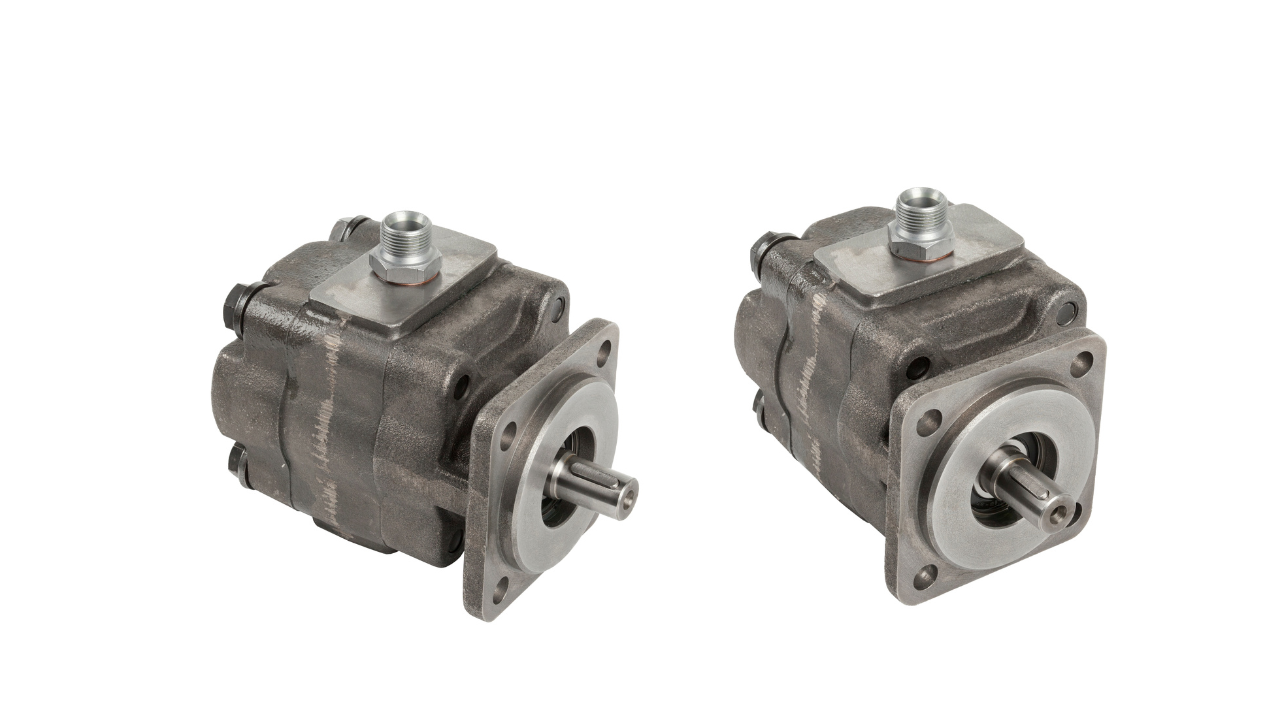
Gear pumps use toothed gears turning inside a close tolerance housing to draw-in liquid and then squeezing it out ahead of them. Paddle steamers used the same principle of operation. These pumps are positive displacement pumps and anything drawn into them will be forced out. As a consequence they can generate very high discharge pressures. Materials of construction vary from metals of various types and hardness through to plastics of various types and hardness.
Gear pumps use toothed gears turning inside a close tolerance housing to draw-in liquid and then squeezing it out ahead of them. Paddle steamers used the same principle of operation. These pumps are positive displacement pumps and anything drawn into them will be forced out. As a consequence they can generate very high discharge pressures. Materials of construction vary from metals of various types and hardness through to plastics of various types and hardness.
Contaminants of hydraulic fluid include solid particles, air, water or any other matter that impairs the function of the fluid. Particle contamination accelerates the wear of hydraulic components. The rate at which damage occurs is dependent on the internal clearance of the components within the system, the size, the quantity of particles present in the fluid, and the system pressure.
Contaminants of hydraulic fluid include solid particles, air, water or any other matter that impairs the function of the fluid. Particle contamination accelerates the wear of hydraulic components. The rate at which damage occurs is dependent on the internal clearance of the components within the system, the size, the quantity of particles present in the fluid, and the system pressure.
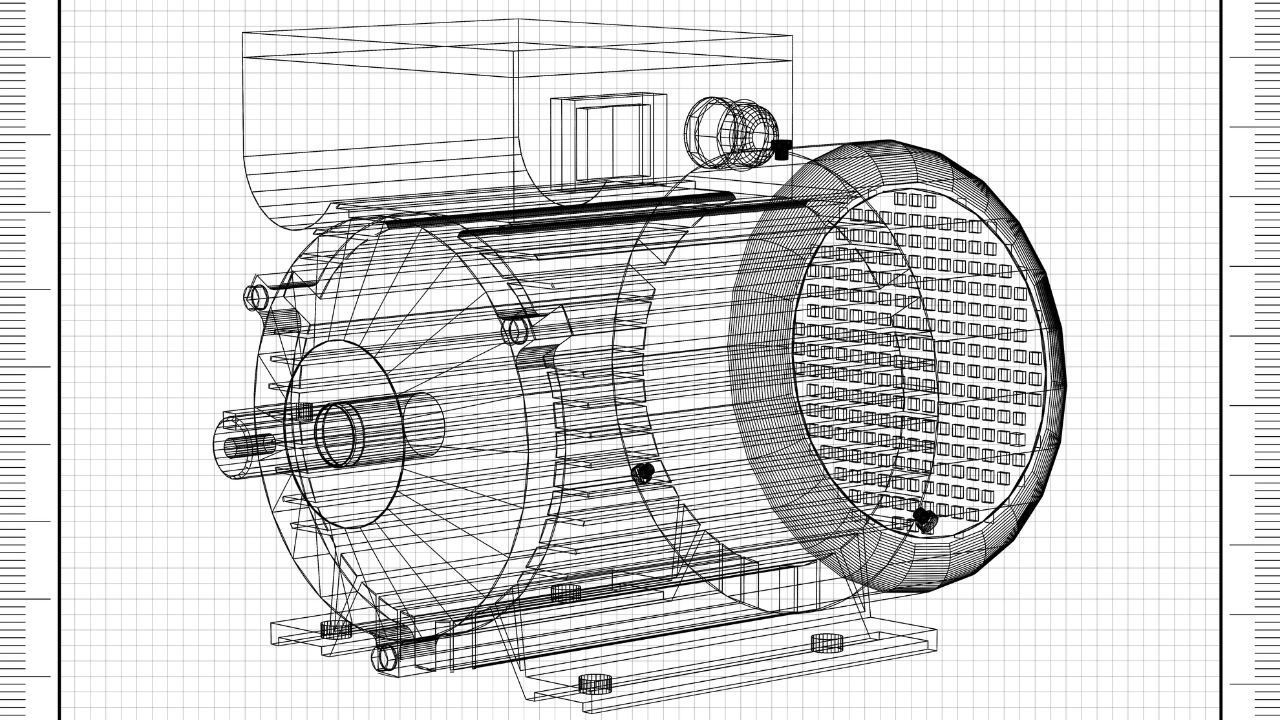
he application of motor systems maintenance and management programs have the potential impact of saving industry an initial $26.5 Billion in electrical energy costs while reducing greenhouse gas emissions by over 3,000 Mega-Tons per year. The individual impact on production availability is also significant, by reducing troubleshooting and evaluation time by over 50%, motor repair by over 30% and general motor-system related labor by up to 50%, following the application and sustainment of the program. In this article, we are going to cover three opportunities obtained through the application of the Electrical Motor Diagnostic component of an overall program.
he application of motor systems maintenance and management programs have the potential impact of saving industry an initial $26.5 Billion in electrical energy costs while reducing greenhouse gas emissions by over 3,000 Mega-Tons per year. The individual impact on production availability is also significant, by reducing troubleshooting and evaluation time by over 50%, motor repair by over 30% and general motor-system related labor by up to 50%, following the application and sustainment of the program. In this article, we are going to cover three opportunities obtained through the application of the Electrical Motor Diagnostic component of an overall program.
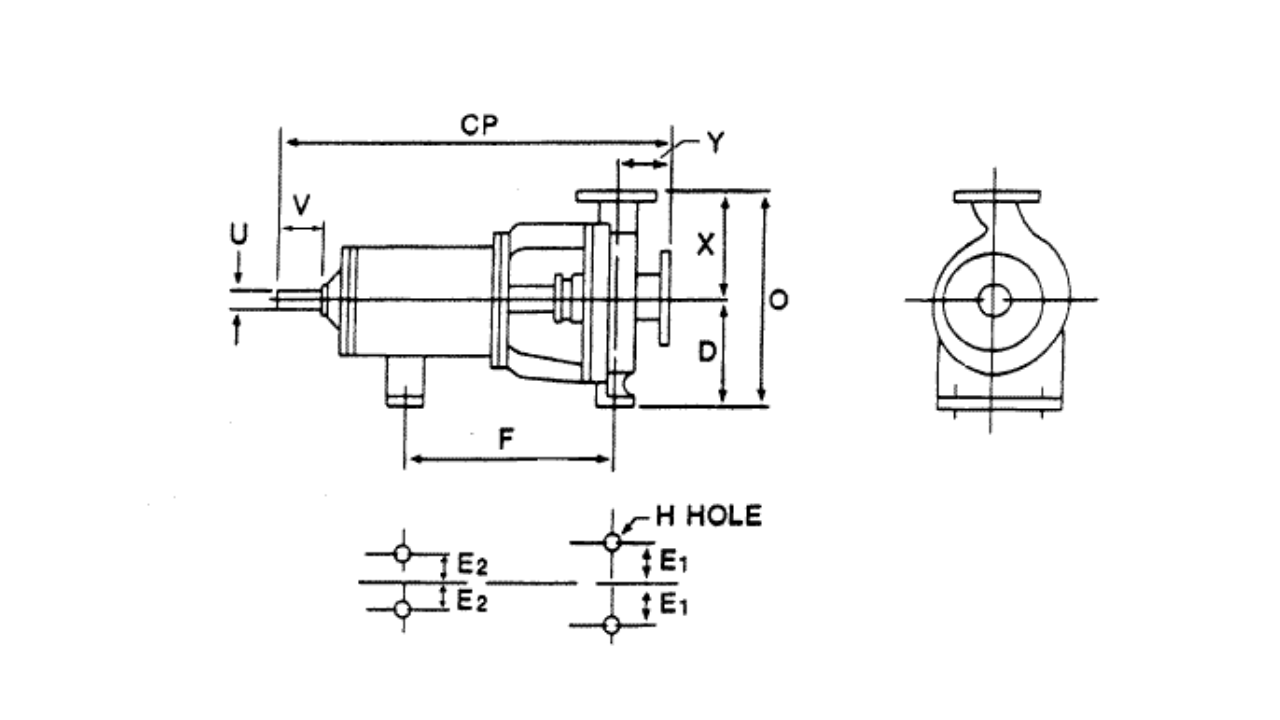
ANSI is an acronym used to describe the American National Institute Pump Standard. The standard evolved from the American Voluntary Standard (AVS) that was first proposed by the Manufacturing Chemists Association in the nineteen fifties. It is a set of inch dimensional standards that describe the envelope dimensions of a back pull out, centrifugal pump.
ANSI is an acronym used to describe the American National Institute Pump Standard. The standard evolved from the American Voluntary Standard (AVS) that was first proposed by the Manufacturing Chemists Association in the nineteen fifties. It is a set of inch dimensional standards that describe the envelope dimensions of a back pull out, centrifugal pump.
Dual seals are recommended for a variety of purposes, but in this paper we will be considering the use of dual seals as an environmental control to prevent the sealed product from either opening the seal faces, or damaging one of the seal components, the two reasons any mechanical seal ever failed.
Dual seals are recommended for a variety of purposes, but in this paper we will be considering the use of dual seals as an environmental control to prevent the sealed product from either opening the seal faces, or damaging one of the seal components, the two reasons any mechanical seal ever failed.
There are occasions when you might want to permanently change the amount of fluid you are pumping, or change the discharge head of a centrifugal pump. There are four ways you could do this, of the four methods the middle two are the only sensible ones. In the following paragraphs we will learn what happens when we change either the pump speed or impeller diameter and as you would guess other characteristics of the pump are going to change along with speed or diameter.
There are occasions when you might want to permanently change the amount of fluid you are pumping, or change the discharge head of a centrifugal pump. There are four ways you could do this, of the four methods the middle two are the only sensible ones. In the following paragraphs we will learn what happens when we change either the pump speed or impeller diameter and as you would guess other characteristics of the pump are going to change along with speed or diameter.
One of the primary challenges of reliably burning coal is managing the corrosion experienced by the furnace heat transfer surfaces. Fireside corrosion remains a leading cause of failure in boiler tube, in both superheater and reheater tubes. Boiler tubes affected by fireside corrosion also may lose 15 mils per year (mpy), or more in extreme cases
One of the primary challenges of reliably burning coal is managing the corrosion experienced by the furnace heat transfer surfaces. Fireside corrosion remains a leading cause of failure in boiler tube, in both superheater and reheater tubes. Boiler tubes affected by fireside corrosion also may lose 15 mils per year (mpy), or more in extreme cases
As a teacher and a practitioner of root cause analysis, I see not only the physical motions of going through such an effort, but also the psychology behind what makes or breaks it. When you consider the effort that goes into determining root causes and developing recommendations, why should it be such a hard sell to get something done?
As a teacher and a practitioner of root cause analysis, I see not only the physical motions of going through such an effort, but also the psychology behind what makes or breaks it. When you consider the effort that goes into determining root causes and developing recommendations, why should it be such a hard sell to get something done?
Hidden but powerful forces within our organizations are causing people to make serious mistakes. Until someone deals with these forces, they will continuously but unpredictably snare people into doing things they should not do. These forces are like a "trap," waiting to catch the next person. The most proactive of all industrial action might be to identify and remove these latent traps. But all our attempts to identify and remove these latent causes of failure start at the human. Humans do things "inappropriately," for "latent" reasons.
Hidden but powerful forces within our organizations are causing people to make serious mistakes. Until someone deals with these forces, they will continuously but unpredictably snare people into doing things they should not do. These forces are like a "trap," waiting to catch the next person. The most proactive of all industrial action might be to identify and remove these latent traps. But all our attempts to identify and remove these latent causes of failure start at the human. Humans do things "inappropriately," for "latent" reasons.
It is very difficult to calculate and predict the speed of an air cylinder; there are too many variables which influence speed and on which it is difficult to gather accurate data. We must rely mainly on good design practices and use the benefit of past experience. It is better to have the cylinder speed too fast to begin with because it can always be reduced with a speed control valve, but if it is too slow to begin with, it is more difficult to increase its speed later.
It is very difficult to calculate and predict the speed of an air cylinder; there are too many variables which influence speed and on which it is difficult to gather accurate data. We must rely mainly on good design practices and use the benefit of past experience. It is better to have the cylinder speed too fast to begin with because it can always be reduced with a speed control valve, but if it is too slow to begin with, it is more difficult to increase its speed later.
It would be a virtually impossible task to try to document the cause and remedy of every possible fault that could occur on even the simplest hydraulic system. For this reason it is necessary to adopt a logical approach to troubleshooting, in order to locate a fault as quickly and accurately as possible. Down time on modern production machinery is very expensive, so an hour saved in locating a problem may make hundreds, or sometimes thousands, of pounds worth of saving in los production.
It would be a virtually impossible task to try to document the cause and remedy of every possible fault that could occur on even the simplest hydraulic system. For this reason it is necessary to adopt a logical approach to troubleshooting, in order to locate a fault as quickly and accurately as possible. Down time on modern production machinery is very expensive, so an hour saved in locating a problem may make hundreds, or sometimes thousands, of pounds worth of saving in los production.
Daily and weekly meetings between operations and maintenance are crucial in taking the efficiency of your daily maintenance to a higher level. Coordinating meetings where various departments prioritize work orders (WO) and maintenance is the foundation for a partnership between operations and maintenance. Such meetings create efficiency. Well-organized meetings with clear goals and agendas can completely change the culture for the better in an organization.
Daily and weekly meetings between operations and maintenance are crucial in taking the efficiency of your daily maintenance to a higher level. Coordinating meetings where various departments prioritize work orders (WO) and maintenance is the foundation for a partnership between operations and maintenance. Such meetings create efficiency. Well-organized meetings with clear goals and agendas can completely change the culture for the better in an organization.
I absolutely hate to fail, but must admit that failure is an unescapable part of life. Thankfully most of my failures over the years have been relatively minor. Nonetheless, they have been a true source of irritation and frustration that in many ways outweigh the successes. Fortunately my early mentors taught me to use failure, no matter how serious or minor, as a learning tool and a platform to build upon.
I absolutely hate to fail, but must admit that failure is an unescapable part of life. Thankfully most of my failures over the years have been relatively minor. Nonetheless, they have been a true source of irritation and frustration that in many ways outweigh the successes. Fortunately my early mentors taught me to use failure, no matter how serious or minor, as a learning tool and a platform to build upon.
To mangle a 270-year-old sonnet written by Elizabeth Barrett Browning—How do we dislike our bosses? Let us count the ways. Harvard Business Review (HBR) surveyed 300,000 workers and finds the issues workers have with leadership are almost equally divided between actions, and the failure to act.
To mangle a 270-year-old sonnet written by Elizabeth Barrett Browning—How do we dislike our bosses? Let us count the ways. Harvard Business Review (HBR) surveyed 300,000 workers and finds the issues workers have with leadership are almost equally divided between actions, and the failure to act.
Every component of a bolted flange joint has a maximum allowable stress level. The mating flanges will begin to rotate or warp at a defined stress threshold. The studs or bolts of a given specification also will yield or be stressed past their elastic properties at a defined level. Non-metallic and semi-metallic gaskets will crush under excessive applied stress loads.
Every component of a bolted flange joint has a maximum allowable stress level. The mating flanges will begin to rotate or warp at a defined stress threshold. The studs or bolts of a given specification also will yield or be stressed past their elastic properties at a defined level. Non-metallic and semi-metallic gaskets will crush under excessive applied stress loads.
You may get the impression that implementing these steps will be costly and very difficult to achieve. The thing you need to bear in mind is: “You are already spending the money.” The only question is: “Are you getting the result from your pumping systems that you are looking for?” If you can create an environment that allows your entire team to become engaged in implementing these concepts, it will be the best investment you ever made.
You may get the impression that implementing these steps will be costly and very difficult to achieve. The thing you need to bear in mind is: “You are already spending the money.” The only question is: “Are you getting the result from your pumping systems that you are looking for?” If you can create an environment that allows your entire team to become engaged in implementing these concepts, it will be the best investment you ever made.