[webinar] Embracing Digital Transformation in Maintenance & Plant Operations | March 13 at 10AM EST – Register Now
Heat Transfer Basics
Heat Transfer Basics
Mike Sondalini, PWW EAM System Consultant, Equipment Longevity Engineer
Posted 3/27/2024
Introduction
Heat transfer basics. Heat is energy and its nature is to flow from a state of high excitement to one of low excitement. Heat is transferred from a hot place to a cold place by convection, conduction or radiation. This article explains the three modes of heat transfer and provides simple examples of each. Methods to reduce and increase heat transfer are also presented.
Overview of the Heat Transfer Modes
Radiation is the transfer of heat energy by the movement of electromagnetic radiation through open space. All matter in the universe radiates energy unless its temperature is at absolute zero (-273°C). Emitted radiation will be absorbed into, reflected from or transmitted through a body in the path of the radiation.
Conduction is the transfer of heat from one part of a substance to another, or to second substance in contact with it. Heat energy moves through a body by exciting neighboring atoms. A temperature gradient (slope) is created from the hotter to the cooler sections.
Convection is the transfer of heat within a fluid (liquid or gas) by the mixing of one portion of fluid with another. The mixing can be by changes in density (e.g. hot air rising over an open fire) and is called natural convection or by mechanical means (e.g. a room fan heater) and is then known as forced convection.
Heat Transfer Basics: Radiation in More Detail
When radiated energy from a hot body hits another body the portion of energy that is absorbed by the second body is called its absorptivity. The amount absorbed is not usually the total amount of energy that hits it. Of the energy that is not absorbed, some of it is reflected away by the body. The portion reflected away is called the body’s reflectivity. The second body can also transmit energy through itself and the portion that is transmitted straight through is called its transmissivity.
Should it be possible for a surface to totally absorb all the energy that hits it without reflection or transmission it would be called a ‘black body’. A ‘black body’ is a surface that takes in all energy and emits nothing. Snow is nearly a ‘black body’ to heat radiation. Snow absorbs 98.5% of the heat that falls on it. Outer space is a ‘black body’ to the sun and absorbs all the sun’s energy.
The ratio of the energy absorbed by a ‘black body’ to the energy absorbed by a ‘real’ body is called the ‘real’ body’s emissivity. The more ‘black body’ like a ‘real’ body behaves, the higher its emissivity. A ‘black body’ has an emissivity of 1. In the case of snow its emissivity to heat is nearly 1 as it absorbs most heat. The higher the emissivity of a surface the greater the amount of energy it absorbs and the less the amount of energy reflected or transmitted through.
Surface finish affects how much the surface behaves like a ‘black body’ (the emissivity). Rough surfaces are better absorbers and emitters of heat than smooth surfaces. A polished surface is a good reflector and a poor absorber so its emissivity is low.
The temperature of a body greatly affects the energy it emits. A body at a higher temperaturereleases more energy than the same body at a lower temperature. The value of the energy emitted by a surface is given by the equation below:
E = 5.67×10-8 . ε _. T4 Watt/m2
Where ‘ε’ is the body’s emissivity and ‘T’ is the temperature in Kelvin (Kelvin = Centigrade + 273). The higher its temperature the more the energy is emitted. The equation also tells us that surfaces with low emissivity emit less energy and so make good energy reflectors. Aluminum has low emissivity and it is why polished aluminum foil is often used to shield surfaces that are at temperatures different to their surroundings.
Conduction in More Detail
The amount of total heat transferred through a substance (conduction) depends on:
The surface area ‘A’ exposed to the heat (more area means more energy is available),
The willingness of the substance to transmit the heat. This is called its thermal conductivity ‘k’. Each material has a different ability to resist heat transfer through itself. A material with a high resistance to heat transfer has a low thermal conductivity. One with little resistance has a high thermal conductivity and willing lets heat move through itself. Copper with thermal conductivity of 386 W/m°C is 9000 times more willing to transmit heat than cork with a thermal conductivity of 0.043 W/m°C.
The thickness of the body ‘x’ (the thicker the material the less heat gets through it to the other side).
The temperature difference between one side of the body at ‘t1’ and the other side at ‘t2’ (greater temperature differences cause more energy transfer).
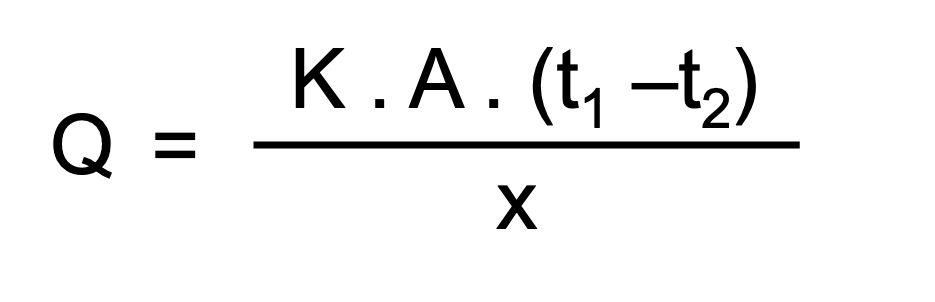
The equation for conduction of heat through a flat surface is shown below:
The equation shows that as either thermal conductivity, or the surface area, or the temperature difference between two positions increases, then the heat transferred also rises. However, as the distance between two points increases the heat transfer between the two positions drops.
Convection in More Detail
Heat Transfer from a Solid to a Fluid
A hot surface will transfer heat to a fluid (liquid or gas). In order to boil water for a cup of tea or coffee, the energy from a kettle’s heating element must be transferred to the water. The water nearest the element touches the surface and gets hot by contact (conduction). Natural convection causes the hot water to rise and new, cooler water touches the element and gets heated.
The heat transfer rate depends on a property of the fluid called its heat transfer coefficient ‘h’ in W/m2 oC. The higher the heat transfer coefficient the easier it is for heat to flow through the fluid.
The heat transfer from a solid of surface area ‘A’ at a particular temperature, to a fluid at a different temperature touching it, is given by the equation below:
Q = h . A . (T surface – T fluid) Watt
The equation tells us that convection heat transfer can be increased by having more surface area in contact with the fluid, or by increasing the heat transfer coefficient or by having a higher temperature difference between the surface and the fluid.
Convection can also be by mechanical means (known as forced convection) such as pumping through heat exchangers, using static mixers inside tubes to make the flow turbulent and putting agitators in steam jacketed tanks. Forced convection is used because the fluid is forced into contact with the hot surface many times during its passage around the heat transfer equipment. This increases the heat input and warms the fluid faster.
Heat Loss Minimization
Where heat loss is to be reduced it becomes necessary to:
block the direct radiation, conduction or convective paths between the two substances
minimize the temperatures of surfaces
minimize temperature difference with the surroundings
Radiated heat whose escape is to be minimized (like the flame in a boiler) is usually ‘boxed-in’ with thick walls made of low conducting materials like refractory bricks. These are then insulated on the outer side with low conducting, low emissive materials like fiberglass blankets. This sandwich construction offers high resistance to heat transfers (i.e. low conductivity). For example, the flame temperatures in a boiler maybe 1000°C (588°F) but the outside wall can be touched by hand.
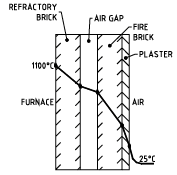
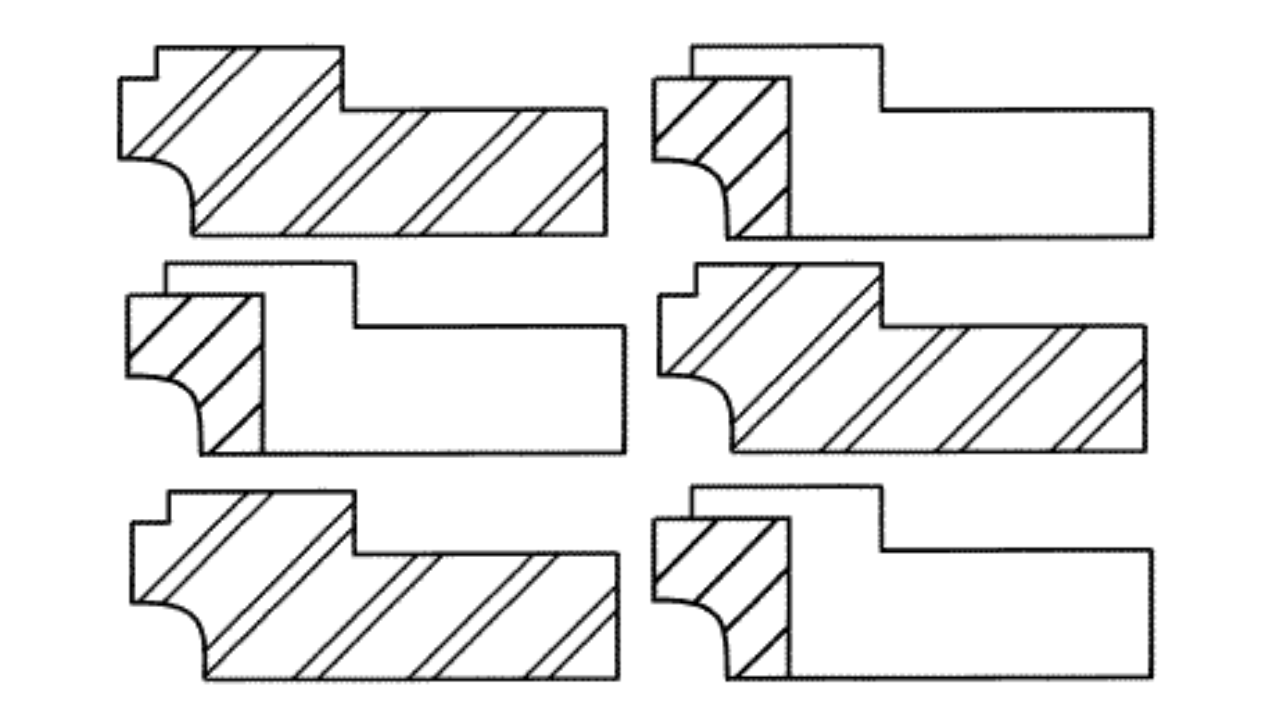
An example of the use of multiple materials to create a thermal resistance is shown in Figure 1. It is a cross-section through a furnace wall showing the temperature of the various surfaces that make-up the wall (the temperature gradient). Note that the air gap stops conduction as the main heat transfer mode and makes radiation the dominant mode. If fiberglass batts could be used to fill the air gap, or aluminum metal sheeting hung between the walls, radiation would have greatly reduced and the outside wall temperature would be even lower.
Figure 1: Heat loss through a composite wall
In a steam jacketed tank the inside wall is made as thin as possible to reduce the thermal resistance. The outside wall of the jacket is insulated to prevent heat loss to the cold surroundings. If it were not insulated the outer wall of the steam jacket would radiate heat into the cold surroundings.
An uninsulated, jacketed tank would waste a lot of steam to heat the contents. Much heat would be lost as radiation from the tank’s outer wall and as convection of the air touching the outside wall. Insulation saves a great deal of otherwise wasted energy.
Heat Loss Maximization (Heat Transfer Basics)
In situations where maximum transfer of heat is required it becomes necessary to find ways to:
make the fluid contact the hot surfaces as much as possible by using turbulence
keep the temperature difference between the surface and the fluid as great as possible
keep the thermal resistance of materials separating cold fluids from hot fluids the as low as possible
get the heat transfer coefficient of the fluids up
remove any surface scaling
use materials of high thermal conductivity (i.e. low thermal resistance)
For example, boiling a pot of water over an open fire in the forest takes longer than boiling the same pot over a fireplace hearth in a house and both take longer that boiling the same amount of water in an electric kettle.
Out in the open air, the pot gets only a small amount of the fire’s heat. Most is radiated in all directions. Some radiation hits the pot and some convective heat from the hot rising air touch the pot. In the hearth the pot gets radiation off the hot surrounding bricks and the fire and also convection heat from the hot rising air. In the kettle the water gets heat from direct contact with the heating elements. All the heat in the kettle’s heating elements is injected into the water and little is lost to the surroundings.
When trying to heat up a substance, it is necessary to ensure that the maximum heat possible is put into it and not lost to the surroundings.
Heat Transfer Basics
Reference: Applied Thermodyamics for Engineering Technologists, T. D. Eastop. A. McConkey, Longman
Heat Transfer Basics Originally published: www.feedforward.com.au – Teaching engineering to plant operators and maintainers so they can solve problems and improve reliability.
Note: Because the authors, publisher and resellers do not know the context in which the information presented in the flyer is to be used they accept no responsibility for the consequences of using the information contained or implied in any articles. FEED FORWARD PUBLICATIONS, PO Box 578, BENTLEY, West Australia, 6102 Web: www.feedforward.com.au E-mail: info@feedforward.com.au
Mike Sondalini
Mike Sondalini is a Senior Consultant at PWWEAM System-of-Reliability. BEng(Hons), MBA, CPEng. As a consultant and trainer, Mike was able to present his insights to his clients, suggesting innovative approaches to plant and equipment reliability. Their feedback was resoundingly positive. Efforts which earned him an international reputation for articulate, out-of-the-box articles on plant and equipment reliability, life-cycle EAM, maintenance management, work quality assurance, and team building. After decades of dedicated research, Mike authored “Industrial Manufacturing Wellness: The Complete Guide to Successful Enterprise Asset Management” a revolutionary approach on how maintenance and physical asset management systems should be run, the book detailed who, what, where, when, why, and how outstanding reliability could be achieved. Each step based in scientific and mathematical understanding to ensure repeatability of results and optimal outcomes.
Expert troubleshooters have a good understanding of the operation of electrical components that are used in circuits they are familiar with, and even ones they are not. They use a system or approach that allows them to logically and systematically analyze a circuit and determine exactly what is wrong. They also understand and effectively use tools such as prints, diagrams and test instruments to identify defective components. Finally, they have had the opportunity to develop and refine their troubleshooting skills.
Expert troubleshooters have a good understanding of the operation of electrical components that are used in circuits they are familiar with, and even ones they are not. They use a system or approach that allows them to logically and systematically analyze a circuit and determine exactly what is wrong. They also understand and effectively use tools such as prints, diagrams and test instruments to identify defective components. Finally, they have had the opportunity to develop and refine their troubleshooting skills.
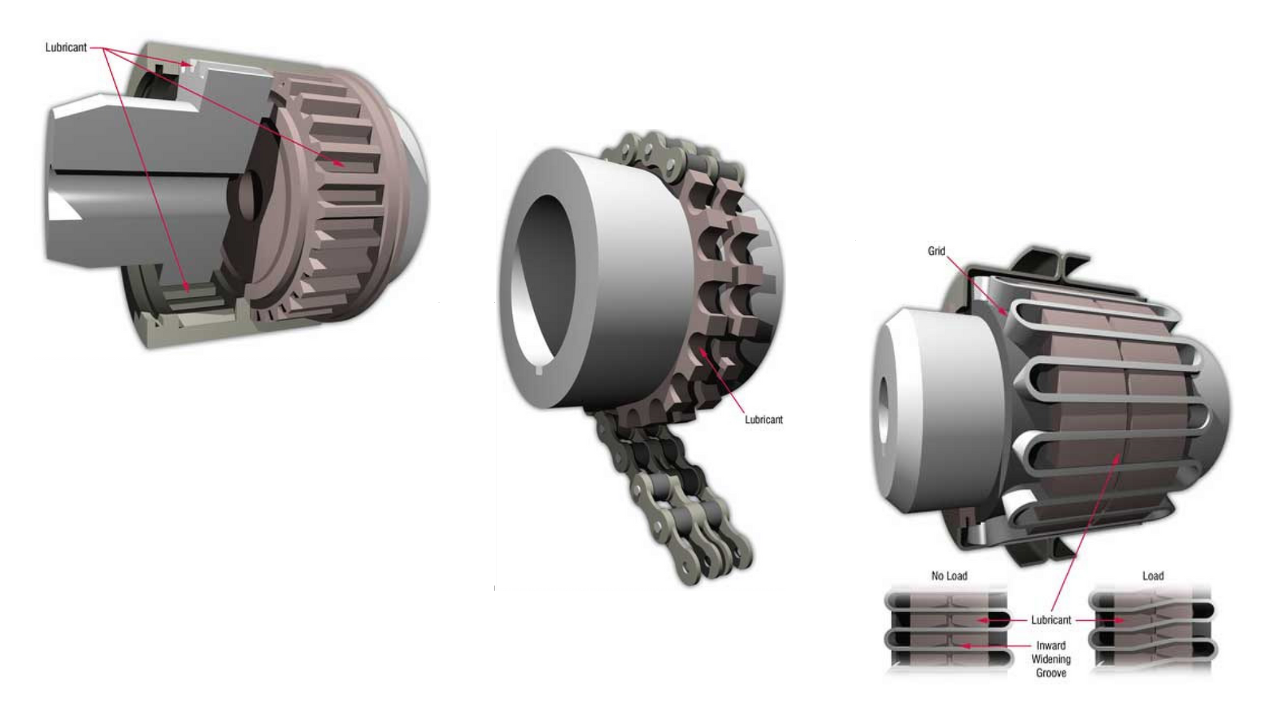
In an ideal world, multiple components could be produced in a single piece, or coupled and installed in perfect alignment. However, in the real world, separate components must be brought together and connected onsite. Couplings are required to transmit rotational forces (torque) between two lengths of shaft, and despite the most rigorous attempts, alignment is never perfect. To maximize the life of components such as bearings and shafts, flexibility must be built in to absorb the residual misalignment that remains after all possible adjustments are made. Proper lubrication of couplings is critical to their performance.
In an ideal world, multiple components could be produced in a single piece, or coupled and installed in perfect alignment. However, in the real world, separate components must be brought together and connected onsite. Couplings are required to transmit rotational forces (torque) between two lengths of shaft, and despite the most rigorous attempts, alignment is never perfect. To maximize the life of components such as bearings and shafts, flexibility must be built in to absorb the residual misalignment that remains after all possible adjustments are made. Proper lubrication of couplings is critical to their performance.
There are three basic electrical hazards that cause injury and death: shock, arc-flash, and arc-blast. Following these safety principles can result in a safer work environment and prevent injuries or even death.
There are three basic electrical hazards that cause injury and death: shock, arc-flash, and arc-blast. Following these safety principles can result in a safer work environment and prevent injuries or even death.
When we have catastrophic events such as the club fire in RI, the inspection process that allowed code violations to go uncorrected for two years needs to be revisited. Many inspectors view their daily work in a way that results in the low hanging fruit getting picked, but the more difficult to reach fruit on high branches going untouched. When an agency is responsible for inspections for compliance with safety, health, fire and/or environmental standards there needs to be a meaningful quality control or improvement program in place. Citizens or your community deserve no less.
When we have catastrophic events such as the club fire in RI, the inspection process that allowed code violations to go uncorrected for two years needs to be revisited. Many inspectors view their daily work in a way that results in the low hanging fruit getting picked, but the more difficult to reach fruit on high branches going untouched. When an agency is responsible for inspections for compliance with safety, health, fire and/or environmental standards there needs to be a meaningful quality control or improvement program in place. Citizens or your community deserve no less.
The notions "one tool does all" or "any tool will do" result in wasted effort, poor quality work, damage to the misused tool, and exposing the user to possible injury, according to the Hand Tools Institute, an association of American manufacturers of quality hand tools. As with hammers, pliers, wrenches and all other hand tools, design is a key element to the type of work a tool is intended to do properly and safely, says HTI. Clamps are no exception and should be selected to conform to the work they are to perform.
The notions "one tool does all" or "any tool will do" result in wasted effort, poor quality work, damage to the misused tool, and exposing the user to possible injury, according to the Hand Tools Institute, an association of American manufacturers of quality hand tools. As with hammers, pliers, wrenches and all other hand tools, design is a key element to the type of work a tool is intended to do properly and safely, says HTI. Clamps are no exception and should be selected to conform to the work they are to perform.
Reactive maintenance is here defined as all maintenance work that was scheduled less than 20 hours before it was executed. It makes sense that there is a strong correlation between safety incidents, injuries and reactive maintenance. In a reactive situation you might not take the time you should to plan and think before you take action. The urgency also call out the so common hero in maintenance crafts people and they take risks they should not take.
Reactive maintenance is here defined as all maintenance work that was scheduled less than 20 hours before it was executed. It makes sense that there is a strong correlation between safety incidents, injuries and reactive maintenance. In a reactive situation you might not take the time you should to plan and think before you take action. The urgency also call out the so common hero in maintenance crafts people and they take risks they should not take.
ISO 12100 is a fundamental safety standard being developed that will apply to a very broad array of machinery. There are many machines that have specific industry consensus standards that pertain to the particular equipment (e.g., power presses, robots, packaging machinery). There are many more machines for which no industry specific standard exists. In this case, the ISO “A level” standard ISO 12100 Safety of Machinery applies. Complying with the requirements of ISO 12100 is a critical first step in achieving mobility of equipment and consistent operations.
ISO 12100 is a fundamental safety standard being developed that will apply to a very broad array of machinery. There are many machines that have specific industry consensus standards that pertain to the particular equipment (e.g., power presses, robots, packaging machinery). There are many more machines for which no industry specific standard exists. In this case, the ISO “A level” standard ISO 12100 Safety of Machinery applies. Complying with the requirements of ISO 12100 is a critical first step in achieving mobility of equipment and consistent operations.
The component importance measure is an index of how much or how little an individual component contributes to the overall system reliability. It is useful to obtain the reliability importance measure or value of each component in the system prior to investing resources toward improving specific components. This is done to determine where to focus resources in order to achieve the most benefit from the improvement effort.
The component importance measure is an index of how much or how little an individual component contributes to the overall system reliability. It is useful to obtain the reliability importance measure or value of each component in the system prior to investing resources toward improving specific components. This is done to determine where to focus resources in order to achieve the most benefit from the improvement effort.
This article has several related themes. The main purpose is to give an overview of the engineering education process, relating theory to practical application. As part of this overview, I express gratitude to the scientists, mathematicians, and engineers who have guided my own education. This education is the foundation of my engineering career, as my experiences demonstrate.
This article has several related themes. The main purpose is to give an overview of the engineering education process, relating theory to practical application. As part of this overview, I express gratitude to the scientists, mathematicians, and engineers who have guided my own education. This education is the foundation of my engineering career, as my experiences demonstrate.
Digital measurement technology certainly has taken the test industry forward, mostly with giant strides. The exact opposite may be true, however, when it is applied to testing for aging-related failure modes such as intermittency or no fault found (NFF). Digital abstraction devices, perfect for parametric testing, rarely synchronize to real-time, randomly occurring, anomalous, or intermittent age-related failure events. This shortcoming is especially acute when large numbers of circuit nodes require testing.
Digital measurement technology certainly has taken the test industry forward, mostly with giant strides. The exact opposite may be true, however, when it is applied to testing for aging-related failure modes such as intermittency or no fault found (NFF). Digital abstraction devices, perfect for parametric testing, rarely synchronize to real-time, randomly occurring, anomalous, or intermittent age-related failure events. This shortcoming is especially acute when large numbers of circuit nodes require testing.
When the time comes to specify replacements for mechanical power transmission couplings, it's human nature to take the easy path...simply find something similar (if not identical) to the coupling that failed, maybe apply a few oversizing fudge factors just to be conservative. Too often, however, this practice only invites a repeat failure...or more costly system damage.
When the time comes to specify replacements for mechanical power transmission couplings, it's human nature to take the easy path...simply find something similar (if not identical) to the coupling that failed, maybe apply a few oversizing fudge factors just to be conservative. Too often, however, this practice only invites a repeat failure...or more costly system damage.
The force acting on a general purpose relay is near the fulcrum of the arm. With a force guided relay, the force acting on the relay is about as close to the contact point as one can reasonably get.
The force acting on a general purpose relay is near the fulcrum of the arm. With a force guided relay, the force acting on the relay is about as close to the contact point as one can reasonably get.
Maintainability can be defined as the ease in time and resources of retaining equipment in or restoring it to a specified operational condition. It directly affects the bottom line because it can impact operations, downtime, maintenance costs, and safety. Maintainability is an important aspect of any system's lifecycle, but process plant engineers typically give it little direct consideration. This is primarily the result of a short-term view of capital project costs that fails to consider lifecycle costs and downstream activities.
Maintainability can be defined as the ease in time and resources of retaining equipment in or restoring it to a specified operational condition. It directly affects the bottom line because it can impact operations, downtime, maintenance costs, and safety. Maintainability is an important aspect of any system's lifecycle, but process plant engineers typically give it little direct consideration. This is primarily the result of a short-term view of capital project costs that fails to consider lifecycle costs and downstream activities.
Carbon Graphite is probably the best seal face you can use in most of your water and chemical applications. Its corrosion resistance and natural lubricity provides two of the features we need in a good seal face material. The question sometimes comes up about how to insert the carbon into the mechanical seal. Should it be captured into some type of a metal holder or would you be better off using a "monolithic" or solid version?
Carbon Graphite is probably the best seal face you can use in most of your water and chemical applications. Its corrosion resistance and natural lubricity provides two of the features we need in a good seal face material. The question sometimes comes up about how to insert the carbon into the mechanical seal. Should it be captured into some type of a metal holder or would you be better off using a "monolithic" or solid version?
The most common question asked by seal salesmen is "what are you sealing?" This is usually followed by asking about shaft size, product, temperature, speed, stuffing box pressure and any other operating conditions they can think of. The problem with this simplistic approach is that you would have to have a very large data bank of information to reference a particular problem so as to be able to make a sensible seal recommendation. There is a much more logical approach to the problem that we will be discussing in the following paragraphs.
The most common question asked by seal salesmen is "what are you sealing?" This is usually followed by asking about shaft size, product, temperature, speed, stuffing box pressure and any other operating conditions they can think of. The problem with this simplistic approach is that you would have to have a very large data bank of information to reference a particular problem so as to be able to make a sensible seal recommendation. There is a much more logical approach to the problem that we will be discussing in the following paragraphs.
Sizing electric motors correctly for hydraulic power units can save a sizable amount of money over the life of the equipment. If system pressure and flow are constant, motor sizing simply boils down to the standard equation: hp = QP / 1714EM
Sizing electric motors correctly for hydraulic power units can save a sizable amount of money over the life of the equipment. If system pressure and flow are constant, motor sizing simply boils down to the standard equation: hp = QP / 1714EM
The power industry’s operating and maintenance practices were held up to intense regulator and public scrutiny when on November 6, 2007, a Massachusetts power plant’s steam-generating boiler exploded and three men died. The Department of Public Safety’s Incident Report investigation determined that the primary cause of the Dominion Energy New England’s Salem Harbor Generating Station Unit 3 explosion was extensive corrosion of boiler tubes
The power industry’s operating and maintenance practices were held up to intense regulator and public scrutiny when on November 6, 2007, a Massachusetts power plant’s steam-generating boiler exploded and three men died. The Department of Public Safety’s Incident Report investigation determined that the primary cause of the Dominion Energy New England’s Salem Harbor Generating Station Unit 3 explosion was extensive corrosion of boiler tubes
One of the most rewarding aspects of working as an electrician is taking such compelling evidence as “appears to be developing a problem,” determining what is actually going on, and making a sound decision on the correct course of action. Successfully troubleshooting a complex piece of equipment gives a technician a tremendous sense of satisfaction. Having an effective troubleshooting plan and following it can help obtain this feeling of satisfaction.
One of the most rewarding aspects of working as an electrician is taking such compelling evidence as “appears to be developing a problem,” determining what is actually going on, and making a sound decision on the correct course of action. Successfully troubleshooting a complex piece of equipment gives a technician a tremendous sense of satisfaction. Having an effective troubleshooting plan and following it can help obtain this feeling of satisfaction.
Root Cause Analysis (RCA) is rapidly becoming another one of those “flavour of the month” TLAs (Three Letter Acronyms). Like all TLAs, it is easy to get carried away with the hype surrounding the approach. Inevitably, then, the reality doesn’t live up to the expectations created by the hype. But nevertheless, the appropriate application of Root Cause Analysis techniques can yield significant organisational and individual benefits. This paper discusses some of the practical issues surrounding the implementation of Root Cause Analysis processes within organisations, and in doing so, attempts to give some guidance to those wishing to obtain success from their Root Cause Analysis program.
Root Cause Analysis (RCA) is rapidly becoming another one of those “flavour of the month” TLAs (Three Letter Acronyms). Like all TLAs, it is easy to get carried away with the hype surrounding the approach. Inevitably, then, the reality doesn’t live up to the expectations created by the hype. But nevertheless, the appropriate application of Root Cause Analysis techniques can yield significant organisational and individual benefits. This paper discusses some of the practical issues surrounding the implementation of Root Cause Analysis processes within organisations, and in doing so, attempts to give some guidance to those wishing to obtain success from their Root Cause Analysis program.
This paper outlines the key factors that you should consider when establishing a Maintenance Change program in your organization. In doing so, it provides a framework which you can apply to increase the chances of success in your change efforts. The paper draws heavily on Price Waterhouse experience in implementing Maintenance change at many major organizations throughout WA, as well as our international experience in implementing change as articulated in our book "Better Change."
This paper outlines the key factors that you should consider when establishing a Maintenance Change program in your organization. In doing so, it provides a framework which you can apply to increase the chances of success in your change efforts. The paper draws heavily on Price Waterhouse experience in implementing Maintenance change at many major organizations throughout WA, as well as our international experience in implementing change as articulated in our book "Better Change."
Wrench time is a measure of crafts personnel at work, using tools, in front of jobs. Wrench time does not include obtaining parts, tools or instructions, or the travel associated with those tasks. It does not include traveling to or from Obviously, it does not include break time. These non-wrench time tasks are often necessary to get work done, but are not "wrench time." The craftsperson is in a delay situation. We should also ask ourselves whether the crafts personnel perform tasks efficiently while they are on tools in front of jobs. This is a legitimate question, but not answered by wrench time. Nonetheless, if we increase the time employees are "on the job," we should get more work done.
Wrench time is a measure of crafts personnel at work, using tools, in front of jobs. Wrench time does not include obtaining parts, tools or instructions, or the travel associated with those tasks. It does not include traveling to or from Obviously, it does not include break time. These non-wrench time tasks are often necessary to get work done, but are not "wrench time." The craftsperson is in a delay situation. We should also ask ourselves whether the crafts personnel perform tasks efficiently while they are on tools in front of jobs. This is a legitimate question, but not answered by wrench time. Nonetheless, if we increase the time employees are "on the job," we should get more work done.
Many who work in mine and site maintenance will probably tell you that chaos not only reigns but has moved in and set up shop. This is not for a lack of planning in maintenance because in fact, it's quite to the contrary as many mining operations have entire departments dedicated to maintenance planning. The problem in many instances is that the effort that goes into creating those plans is not matched by the support required to make them effective.
Many who work in mine and site maintenance will probably tell you that chaos not only reigns but has moved in and set up shop. This is not for a lack of planning in maintenance because in fact, it's quite to the contrary as many mining operations have entire departments dedicated to maintenance planning. The problem in many instances is that the effort that goes into creating those plans is not matched by the support required to make them effective.
To actually realize potential increases in profits, maintenance must be taken a step further through planning and scheduling. In addition to identifying potential failures, we must also focus our resources to correct them before the failure occurs. With decreasing workforces and increasing responsibilities of those left at the facility, the efficiency of our resources easily becomes a second priority.
To actually realize potential increases in profits, maintenance must be taken a step further through planning and scheduling. In addition to identifying potential failures, we must also focus our resources to correct them before the failure occurs. With decreasing workforces and increasing responsibilities of those left at the facility, the efficiency of our resources easily becomes a second priority.
There are three major types of tools for finding bearing defects using vibration techniques. Which of the tools should you chose for inspections of bearings? The best solution is often a combination of two or three of the tools, but it depends very much on how much rotating equipment you have in your plant, the criticality of that equipment, the speed of your rotating equipment, and how perceptive your organization is to training. A short description of the three techniques follows.
There are three major types of tools for finding bearing defects using vibration techniques. Which of the tools should you chose for inspections of bearings? The best solution is often a combination of two or three of the tools, but it depends very much on how much rotating equipment you have in your plant, the criticality of that equipment, the speed of your rotating equipment, and how perceptive your organization is to training. A short description of the three techniques follows.
Ultrasonic leak detection has been used for a variety of applications ranging from energy reduction by locating compressed air leaks to quality assurance inspections such as locating wind noise and water leaks in automobiles. The secret to success is to understand the nature of what type of leak produces a detectible ultrasound and what does not, along with the techniques that can be used for effective leak identification.
Ultrasonic leak detection has been used for a variety of applications ranging from energy reduction by locating compressed air leaks to quality assurance inspections such as locating wind noise and water leaks in automobiles. The secret to success is to understand the nature of what type of leak produces a detectible ultrasound and what does not, along with the techniques that can be used for effective leak identification.
The article is intended to provide a few tips for blower maintenance to plant maintenance professionals in reducing the downtime and increasing the reliability of blowers. Generally the apparent reasons for blower failure are: Failure of Bearings and High Vibrations
The article is intended to provide a few tips for blower maintenance to plant maintenance professionals in reducing the downtime and increasing the reliability of blowers. Generally the apparent reasons for blower failure are: Failure of Bearings and High Vibrations
Using lubrication and oil analysis to enhance machine reliability is really too simple. Behind the appearances of complexity and vale of high science are the most basic of concepts. We can try to make it difficult, but why? With the right tools and a generous amount of training, a seemingly challenging task can be transformed into something almost mundane, but still powerful.
Using lubrication and oil analysis to enhance machine reliability is really too simple. Behind the appearances of complexity and vale of high science are the most basic of concepts. We can try to make it difficult, but why? With the right tools and a generous amount of training, a seemingly challenging task can be transformed into something almost mundane, but still powerful.
Proper lubrication is an essential maintenance function and changing oil is one aspect of the process. Unlike changing the oil in your car based upon time or miles, oil changes for industrial equipment should be based on need where no other practical solution to restore proper lubrication is available. Too often, we schedule an oil change to rectify a contamination problem or when excessive wear is detected. In neither case is the oil change a certain correction of the root cause of the problem, and it wastes good money and further stresses the environment with hazardous waste.
Proper lubrication is an essential maintenance function and changing oil is one aspect of the process. Unlike changing the oil in your car based upon time or miles, oil changes for industrial equipment should be based on need where no other practical solution to restore proper lubrication is available. Too often, we schedule an oil change to rectify a contamination problem or when excessive wear is detected. In neither case is the oil change a certain correction of the root cause of the problem, and it wastes good money and further stresses the environment with hazardous waste.
To be able to truly evaluate the effectiveness of an infrared predictive maintenance program there must be an understanding of the relationship between the equipment that is to be inspected and the problems that are found and repaired. Too often the focus is on only the infrared images that the camera produces while the solutions that the data produced from the program can provide get lost. It all boils down to a simple but fundamental law that is expressed by the equation E = IR8 which focuses on measuring the effectiveness of the overall infrared program as well as on each of the individual components that contribute to its success.
To be able to truly evaluate the effectiveness of an infrared predictive maintenance program there must be an understanding of the relationship between the equipment that is to be inspected and the problems that are found and repaired. Too often the focus is on only the infrared images that the camera produces while the solutions that the data produced from the program can provide get lost. It all boils down to a simple but fundamental law that is expressed by the equation E = IR8 which focuses on measuring the effectiveness of the overall infrared program as well as on each of the individual components that contribute to its success.