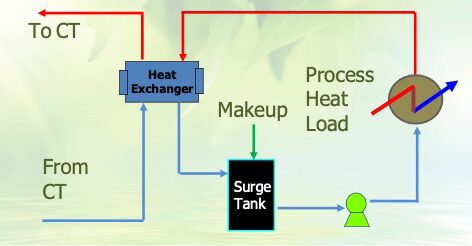
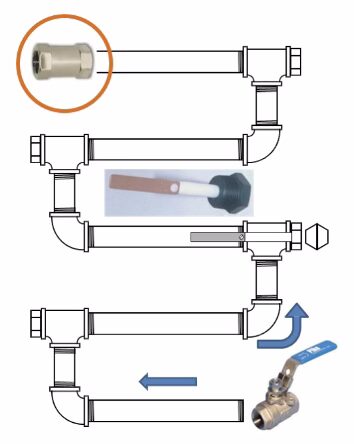
In the previous installments of this series, we examined important water treatment issues for open recirculating cooling systems that have a cooling tower as the primary heat exchanger. While the main system may directly supply one or more large heat exchangers such as a steam surface condenser, it also supplies numerous closed cooling networks, whose general schematic is shown in Figure 1.
Figure 1. Closed cooling system circuit with primary cooling supplied from a cooling tower. (1)
Reference 2 offers a good description of closed systems.
A “closed” system has no more than one point of interface with a compressible gas or surface. This means that a system with an open or vented expansion tank is a closed system even though there is some contact with the atmosphere. An “open” system has more than one point of interface with the atmosphere. A cooling tower, for example, has points of contact with the atmosphere at the [location where] the water is distributed [to the cooling tower fill] and in the basin. A commonly used definition of a “tight” closed system is one that loses 5% or less of its system volume on an annual basis. Systems that meet these criteria minimize the contact between the most common corrosive agent in water, dissolved oxygen, and the metals within the network. However, chemistry control of closed systems is still very important. Even though an individual closed network may be just a fractional portion, size-wise, of the overall cooling configuration, a system failure can bring down a unit process, or perhaps even the entire plant. Accordingly, conscientious water treatment should be part of what IDCON INC emphasizes as their Root Cause Problem Elimination (RCPE) philosophy.
Closed Cooling Applications
Once upon a time, the author was responsible for the treatment of several closed cooling networks at two coal-fired power plants. Systems included:
Pump bearing cooling
Electrical generator hydrogen cooling
Lubricating oil cooling
Building heat systems
Numerous additional closed cooling applications exist other industrial facilities. A key issue for this discussion is that many systems, including those listed above, often operate with high-purity condensate as the working fluid. That aspect usually eliminates scale formation and allows focus on corrosion control, as outlined in the next sections.
Closed Cooling System Metallurgy
“Closed recirculating systems are typically constructed of ferrous (steel) and copper alloys. In most cases, piping is ‘mild’ (low carbon) steel. Heat exchangers such as raw water heat exchangers, chiller evaporators and air handlers are constructed of copper, Admiralty brass or 90-10 copper-nickel. Some heat exchangers may have stainless steel tubes.” (2) Stainless steel is a common choice for plate and frame heat exchangers, an example of which is shown in Figure 2. This article focuses on corrosion protection for these metals, although in some cases other metals such as aluminum may be present.
Figure 2. External view of a plate and frame heat exchanger. Plate material is 316 stainless steel. (1)
Corrosion Issues and Control Methods
Part 4 of this series examined the underlying principles of important corrosion mechanisms for open cooling systems. Many of the general principles also apply to closed systems, especially regarding anode/cathode formation within the water-touched environment and the importance of inhibiting corrosion cell development. In a tight system with little water loss and minimal makeup requirements, only small amounts of dissolved oxygen enter the system. This simplifies corrosion control. The situation changes if large leaks develop, which we will discuss shortly, particularly as it relates to corrosion inhibitor dosages.
Carbon steel piping often constitutes the bulk of the material within a closed system. Iron is an element that readily attempts to revert to its natural, oxidized state, so a key for mild steel corrosion protection is to induce formation of a passive surface layer. During the middle of the last century, treatment programs utilizing sodium di-chromate (Na2Cr2O7) became a popular choice for mild steel corrosion control in both open and closed systems. Chromate ions will form what has been termed a “pseudo stainless steel” layer on carbon steel that is quite protective. However, toxicity issues with hexavalent chromium (Cr6+) led to elimination of chromate treatment from nearly all cooling water applications. Two of the most common alternatives are nitrite and molybdate.
Nitrite
Sodium nitrite (NaNO2) represented a safe and inexpensive replacement for chromate. Formulations often include a pH conditioning agent or buffer such as sodium tetraborate (or perhaps even a small amount of sodium hydroxide) to maintain pH within an 8.5 to 10.5 range. (2)
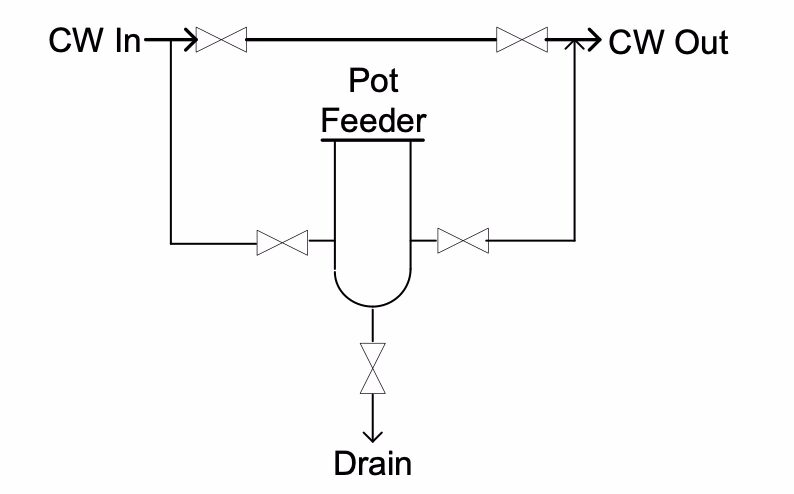
This author first began working with nitrite in the 1980s. Chemical feed was straightforward – a once per week charge of granular sodium nitrite/pH buffer into a pot feeder connected to a cooling water slipstream line.
Figure 3. Basic schematic of a pot feeder configuration.
This design was quite sufficient to maintain nitrite concentrations within guidelines for “tight” networks. Modern chemical systems are available that potentially offer improved feed control, if needed.
Nitrite promotes the formation of a passive iron oxide layer on the metal surface. It first reacts at anodes, and for this reason is known as a “dangerous” inhibitor, because if residuals fall below threshold limits, a small number of anodes can develop in a large cathodic environment. Rapid pitting is likely. A usually safe nitrite range is 500-1,000 parts-per-million (ppm) to inhibit general corrosion and pitting, but every application requires careful monitoring and control. If system leaks prevent the maintenance of adequate residuals, the treatment should be halted until the leaks are repaired. Compounding this problem is that excess leakage pulls in additional oxygen via the makeup. The combination of no passivating agent and increased oxygen levels can also lead to serious corrosion.
Figure 4. Oxygen pitting in a condensate return line. Photo courtesy of ChemTreat.
Proper preventive maintenance involves regular monitoring of makeup water usage and prompt leak repairs if readings indicate substantial water loss. A water meter on the makeup line can provide the necessary data. Often, visual observations will alert plant personnel to a leak, but I was involved in several projects over the years in which leaks were not visible, but use of ultrasonic flow meters allowed us to identify the particular circuit that was having problems. We then could zero in on the specific location. In one case, the issue was a large leak that occurred in an underground portion of the piping. Excavation was necessary to repair the pipe.
Another concern is that nitrite is a nutrient for nitrifying bacteria such as Nitrobactera agilis, which can grow rapidly by converting nitrite to nitrate. For example, the author was once part of an inspection team that visited an automobile assembly plant, where nitrifying bacteria and the protective slime that these microbes produce had partially plugged the small, serpentine cooling water tubes in automatic welders. Other nitrifying or denitrifying bacteria may also grow within systems treated with sodium nitrite.
One potential remedy is periodic but regular feed of a non-oxidizing biocide. Common non-oxidizers include but are not necessarily limited to:
Glutaraldehyde
Isothiazolones
Tetrakishydroxymethyl phosphonium sulfate (THPS)
2,2-dibromo-3-nitrilopropionamide (DBNPA)
Consultation with a chemical treatment expert is important for selecting the best compound. Furthermore, if the possibility exists for any streams containing these chemicals to enter the facility’s wastewater discharge, plant personnel must receive approval from the appropriate environmental regulators prior to any testing or subsequent permanent use.
Molybdate
Sodium molybdate (Na2MoO4) is an alternative to nitrite. Research suggests that molybdate acts similarly to chromate and absorbs onto the carbon steel surface at anodes and forms a protective iron-molybdate layer.
Evidence further indicates that molybdate acts as a pitting inhibitor per its ability to accumulate within the acidic zone of a pit and block the corrosion process. (3, 4) A common control range for molybdate is roughly 1/3 that of nitrite. Although molybdate is an oxyanion, some research, which has been debated, suggests that the compound requires residual dissolved oxygen to be fully effective. Enough oxygen may enter through the cooling water makeup to provide the needed amount. As with nitrite, molybdate formulations typically include a pH buffer to establish moderately alkaline conditions in the cooling water. Unlike nitrite, molybdate is not a food source/nutrient for microbes.
Molybdate is an expensive chemical, and costs may be prohibitive in some applications. Programs have been developed that employ both nitrite and molybdate, which act synergistically and lower the concentration of either chemical when utilized alone.
Copper Alloy Corrosion Control
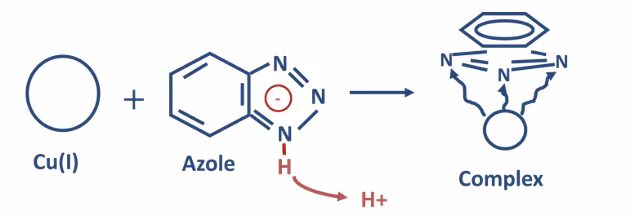
Copper alloys have been a prime choice for heat exchanger tubes for many years due to copper’s excellent heat transfer properties. While copper is a more noble metal than iron, significant corrosion is possible in certain environments, for example a combination of dissolved oxygen and ammonia. Azoles are commonly employed to protect copper alloys, via film-forming chemistry. Figure 5 illustrates the general effect.
Figure 5. Illustration of copper alloy corrosion inhibition by azoles. Figure courtesy of ChemTreat.
The nitrogen atoms in azole molecules bond with copper atoms at the metal surface. The plate-like organic rings then form a barrier to protect the metal from the bulk fluid. Figure 5 shows the simplest compound, benzotriazole, but others including tolyltriazole and 2-mercaptobenzothiazole (MBT) are available. The modified azoles improve filming efficiency and/or resistance to biocides.
An azole concentration as low as 1-2 ppm may be sufficient for corrosion control, but higher levels might be necessary depending on system layout and conditions.
Other Passivating Agents
Not uncommon is for a closed cooling treatment formulation to have a reducing agent to help maintain metal passivity. For years in the power industry, hydrazine (N2H4) served as the common reducing agent for boiler condensate/feedwater systems. Changes in chemistry programs and safety issues greatly reduced hydrazine applications, but hydrazine substitutes are available for boiler feedwater and closed cooling systems.
Chemistry Monitoring
As hinted at above, closed system chemistry monitoring is very important, especially if a “dangerous” inhibitor such as sodium nitrite is employed. Straightforward-to-use test kits are available for monitoring the residual concentrations of the standard corrosion inhibitors. Bench top instrumentation such as UV-VIS (ultraviolet-visible wavelength) spectrophotometry offers accurate readings.
Figure 6. A modern UV-VIS spectrophotometer. Photo courtesy of Hach.
Other important analyses include:
pH: Maintaining pH within the recommended range maximizes inhibitor effectiveness and reduces the potential for general corrosion. A noticeable pH change may indicate microbiological fouling.
Specific Conductivity: A drop in conductivity may indicate increased system leakage, where water loss is replaced by high-purity, lower conductivity condensate. A water meter on the makeup line will provide direct measurements of water usage.
Nitrate and Ammonia: An increase in either of these compounds suggests increased microbiological activity.
Because microbial growth occurs frequently in closed systems, regular monitoring can detect the onset of fouling. Dip slide testing is straightforward and does not require exotic laboratory equipment. If fouling occurs, specialized tests can identify the problematic microorganisms, including sulfate reducing bacteria (SRB), nitrifying bacteria and denitrifying bacteria. (2)
Common for corrosion monitoring is installation of a corrosion coupon by-pass rack, with coupons having the same metallurgy as the cooling network materials.
Figure 7. A properly configured corrosion coupon rack. Illustration courtesy of ChemTreat.
An important feature of correct design is coupon orientation. As is evident in Figure 7, the orientation is with the water flow along and not against the coupon. This configuration helps to minimize eddy currents. The piping can be configured to hold multiple coupons, which can be extracted at user-selected intervals.
A supplemental and effective corrosion monitoring technique is iron analysis, which can also be performed by UV-VIS spectrophotometry. Because 90% or greater of steel corrosion products usually exist as iron oxide particulates, the test procedure requires a 30-minute digestion process to convert particulate iron to dissolved form. The total iron concentration provides valuable data on the efficacy of corrosion treatment. (5)
Systems with Glycol Solutions
Cooling systems that are subject to low-temperature conditions often operate with ethylene or propylene glycol solutions to prevent freezing. “Both phosphates and nitrites are [acceptable] as ferrous alloy corrosion inhibitors, [and] azoles are [effective] for copper alloy corrosion inhibition [in glycol system solutions].” (2) An issue with glycol, as it is in other equipment including automobiles, is that over time the chemical will break down to organic acids that lower pH and increase corrosion potential. Accordingly, regular pH measurements are valuable for monitoring and periodically refreshing glycol-treated cooling systems.
Sidestream Filtration
Even in systems with good chemical treatment some metal corrosion will occur, particularly from the often-massive carbon steel piping network. These particulates can settle in low flow areas and locations of high heat transfer, i.e., heat exchangers. Sidestream filtration will remove particulates and reduce deposition within the cooling system. Equipment may range from basic basket filters that require simple manually cleaning to automatically backwashed units. Numerous options are available.
Figure 8. Dual compartment basket strainer on a high-purity makeup water treatment line. Differential pressure readings alert operators to the need for basket cleaning, at which time they manually switch flow to the other compartment. Photo by Brad Buecker. (6)
Cleaning the Cold-Water Side of Closed System Heat Exchangers – Case History
While closed systems, and particularly those with condensate as the working fluid, do not normally suffer from scaling issues, the same is not necessarily true in the exchanger that transfers heat from the closed loop to the open loop (refer again to Figure 1). The water supply coming from a cooling tower or perhaps a once-through system typically contains hardness and alkalinity that precipitate when heated. Even with proper cooling water treatment, deposits gradually build up on the “open loop” side of the heat exchanger tubes or plates. These deposits naturally reduce heat transfer and process efficiency.
Many large plants have numerous closed systems scattered over a large area, which can make the logistics of cleaning the exchangers difficult. Consider the following example, where at one plant my laboratory crew and I worked with the maintenance team to assemble a portable cleaning unit that could be manually wheeled from location to location.
Figure 9. Cleaning cart showing tank and heater. Photo by Brad Buecker.
The main cart included a Chromalox heater and blending tank with water connection for loading and mixing of dry chemicals to desired concentrations. The equipment included a second wheeled cart with a diaphragm pump to circulate warm solution from the heater tank through the heat exchanger and return. Quick-connect couplings on the tank, pump and heat exchanger chemical cleaning isolation valves allowed rapid hose attachment and removal during projects.
This assembly also allowed us to improve cleaning chemistry. The previous supervisor was locked in on using solutions containing hydrochloric acid (HCl) for cleaning. Yes, HCl removed deposits, but it also attacked heat exchanger material, such that samples taken from cleanings typically exhibited a very pronounced greenish color, indicating dissolved metal ions in solution.
With the aid of this portable unit, we began using solutions containing relatively small percentages of sulfamic acid, citric acid (if conditions warranted), and corrosion inhibitor, heated to a range of 100o-150o F. The solution was quite effective at removing hardness deposits without attacking steel and copper alloys.
As a side note, I was once peripherally involved in a project where the heat exchanger tubes had been fouled with calcium sulfate (CaSO4). Mineral acids will not dissolve calcium sulfate, but we had success using the chelant EDTA (ethylenediaminetetraacetic acid). An equipment arrangement such as that outlined above allows plant personnel to prepare a variety of chemical formulations depending on the application. Of course, safety is the most important consideration during planning and execution of any project, with or without chemical usage.
Closed Cooling Water Issues – Conclusion
Large industrial facilities frequently have many closed cooling water systems. Plant personnel may, at times, overlook important issues related to water treatment and corrosion minimization within these networks; that is until a failure brings down a system and perhaps a unit operation, or worse. An important part of any preventive maintenance program is conscientious monitoring and control of cooling water chemistry.
References
Post, R., and B. Buecker, “Power Plant Cooling Water Chemistry”; pre-conference seminar to the 33rd Annual Electric Utility Chemistry Workshop, June 11-13, 2013, Champaign, Illinois.
K. A. Selby, “Closed Cooling and Heating Systems in Power Plants”; presented at the 22nd Annual Electric Utility Chemistry Workshop, May 7-9, 2002, Champaign, Illinois.
B. Buecker, “Current Concepts in Cooling Water Chemistry”; pre-conference seminar to the 41st Annual Electric Utility Chemistry Workshop, June 6-8, 2023, Champaign, Illinois. Acknowledgement to Ray Post, P.E., for contributions of much material to this presentation.
B. Buecker (Tech. Ed.), “Water Essentials Handbook”; 2023. ChemTreat, Inc., Glen Allen, VA. Currently being released in digital format at www.chemtreat.com.
Hach Water Analysis Handbook
B. Buecker, “Microfiltration: An Up-and-Coming Approach to Pre-Treatment for the Power Industry”; presented at the 26th Annual Electric Utility Chemistry Workshop, May 9-11, 2006, Champaign, Illinois.
Note: The above reference list includes several papers/presentations from previous Electric Utility Chemistry Workshops. For over 40 years, this event has provided practical and valuable information (at very reasonable cost) to industry personnel, and not just those in power. In recognition of that fact, we have renamed the event the Electric Utility & Cogeneration Chemistry Workshop (EUCCW). For Maintenance World readers at refineries, steel mills, chemical plants, etc., who deal with steam generation, cooling water, makeup water, and industrial wastewater chemistry and treatment, our next workshop will be June 2-4, 2025, in Champaign, Illinois.
Brad Buecker
Brad Buecker currently serves as Senior Technical Consultant with SAMCO Technologies. He is also the owner of Buecker & Associates, LLC, which provides independent technical writing/marketing services. Buecker has many years of experience in or supporting the power industry, much of it in steam generation chemistry, water treatment, air quality control, and results engineering positions with City Water, Light & Power (Springfield, Illinois) and Kansas City Power & Light Company's (now Evergy) La Cygne, Kansas, station. Additionally, his background includes eleven years with two engineering firms, Burns & McDonnell and Kiewit, and he spent two years as acting water/wastewater supervisor at a chemical plant. Buecker has a B.S. in chemistry from Iowa State University with additional course work in fluid mechanics, energy and materials balances, and advanced inorganic chemistry. He has authored or co-authored over 300 articles for various technical trade magazines, and he has written three books on power plant chemistry and air pollution control. He is a member of the ACS, AIChE, AIST, ASME, AWT, CTI, and he is active with Power-Gen International, the Electric Utility & Cogeneration Chemistry Workshop, and the International Water Conference. He can be reached at bueckerb@samcotech.com and beakertoo@aol.com.
“Maintenance is a thankless job”, this is repeated by us every time and also sometimes, use it as a tool to be with the maintenance person. Many a times it's true. We don’t appreciate their efforts as we cannot get their direct results like the sales showing their numbers, production showing their targets achieved and crossed. The maintenance data is also recorded, tracked, presented and analysed, but it is viewed and understood only whenever the production or sales targets are missed due to some failure of the machine. In other words, we try to understand the maintenance data with negative approach and to understand its impact on the business loss.
“Maintenance is a thankless job”, this is repeated by us every time and also sometimes, use it as a tool to be with the maintenance person. Many a times it's true. We don’t appreciate their efforts as we cannot get their direct results like the sales showing their numbers, production showing their targets achieved and crossed. The maintenance data is also recorded, tracked, presented and analysed, but it is viewed and understood only whenever the production or sales targets are missed due to some failure of the machine. In other words, we try to understand the maintenance data with negative approach and to understand its impact on the business loss.
To compete in this adverse environment, companies switched mantras, from "do or die" to "do more with less or die." Every year, the bar of acceptable performance is raised. Employees are challenged to achieve these objectives with fewer resources. According to the U.S. Labor Department's Bureau of Labor Statistics, between 1981 and 1996, the total number of workers who lost jobs they held for three or more years because their plant or company closed or moved was nearly 18 million.
To compete in this adverse environment, companies switched mantras, from "do or die" to "do more with less or die." Every year, the bar of acceptable performance is raised. Employees are challenged to achieve these objectives with fewer resources. According to the U.S. Labor Department's Bureau of Labor Statistics, between 1981 and 1996, the total number of workers who lost jobs they held for three or more years because their plant or company closed or moved was nearly 18 million.
We now have the ability to automate many of our standard maintenance processes, analyse in detail various parts of our businesses, and the performance of our equipment. We are able to plan shutdowns, technical change projects and operational maintenance procedures down to a very fine level of detail. As maintenance management generally makes up around 40 - 50 % of operational budgets, the savings made possible from increased efficiency and reduction of waste are staggering.
We now have the ability to automate many of our standard maintenance processes, analyse in detail various parts of our businesses, and the performance of our equipment. We are able to plan shutdowns, technical change projects and operational maintenance procedures down to a very fine level of detail. As maintenance management generally makes up around 40 - 50 % of operational budgets, the savings made possible from increased efficiency and reduction of waste are staggering.
The degree to which RCM analysis can contribute to profitability is directly variable with the quality and accuracy of the CMMS data on which the analysis is based. Because the technique is rigorous, its over-use will defeat the purpose and lead to cost overruns instead of savings. The way to optimize the RCM return is to apply the analysis strictly to the equipment and systems that will pay off from it, and to know this we must rely on the CMMS. This paper provides guidance for ensuring that the equipment data and history residing in a CMMS are complete and accurate; so that RCM analysis will be a success and positively impact a company’s bottom line, not hurt it.
The degree to which RCM analysis can contribute to profitability is directly variable with the quality and accuracy of the CMMS data on which the analysis is based. Because the technique is rigorous, its over-use will defeat the purpose and lead to cost overruns instead of savings. The way to optimize the RCM return is to apply the analysis strictly to the equipment and systems that will pay off from it, and to know this we must rely on the CMMS. This paper provides guidance for ensuring that the equipment data and history residing in a CMMS are complete and accurate; so that RCM analysis will be a success and positively impact a company’s bottom line, not hurt it.
A whopping 94.7 percent of plant maintenance managers feel they are not using their computerized maintenance management software system to its maximum capability, according to the results of a national CMMS survey conducted for Reliable Plant magazine by educator, consultant and author Kris Bagadia. “I knew that it was going to be a high percentage. I didn’t know it was going to be that high,” says Bagadia.
A whopping 94.7 percent of plant maintenance managers feel they are not using their computerized maintenance management software system to its maximum capability, according to the results of a national CMMS survey conducted for Reliable Plant magazine by educator, consultant and author Kris Bagadia. “I knew that it was going to be a high percentage. I didn’t know it was going to be that high,” says Bagadia.
The new general manager at Doe Run’s South-east Missouri Mining and Milling Division determined that inaccurate and incomplete maintenance data was a major contributing factor preventing effective management of maintenance costs. Management then decided to obtain the necessary knowledge and tools which would allow implementation and operation of an effective maintenance management program. The company chose to pilot a program at one of the mines, and depending on its success, the program would be expanded to other areas within the division.
The new general manager at Doe Run’s South-east Missouri Mining and Milling Division determined that inaccurate and incomplete maintenance data was a major contributing factor preventing effective management of maintenance costs. Management then decided to obtain the necessary knowledge and tools which would allow implementation and operation of an effective maintenance management program. The company chose to pilot a program at one of the mines, and depending on its success, the program would be expanded to other areas within the division.
Most, if not all, companies use CMMS systems to oversee their maintenance activities. From home-grown systems to complete ERP systems, leveraging technology allows companies to more efficiently and effectively manage their maintenance, repair and operations activities. So as a core maintenance function, surely routine, lubrication-related preventive and predictive activities such as regreasing motor bearings, taking oil samples, and executing oil top-offs and inspections belong in the CMMS system like any other maintenance task, right?
Most, if not all, companies use CMMS systems to oversee their maintenance activities. From home-grown systems to complete ERP systems, leveraging technology allows companies to more efficiently and effectively manage their maintenance, repair and operations activities. So as a core maintenance function, surely routine, lubrication-related preventive and predictive activities such as regreasing motor bearings, taking oil samples, and executing oil top-offs and inspections belong in the CMMS system like any other maintenance task, right?
Maintaining an interactive collaborative partnership with inter- and intra-departmental groups and outside groups is essential if a maintenance department is to be successful in delivering asset reliability and availability at a level suitable to achieve production throughput and quality targets. To achieve this, a maintenance department must understand the difference between "what it manages" and "what it controls."
Maintaining an interactive collaborative partnership with inter- and intra-departmental groups and outside groups is essential if a maintenance department is to be successful in delivering asset reliability and availability at a level suitable to achieve production throughput and quality targets. To achieve this, a maintenance department must understand the difference between "what it manages" and "what it controls."
For most companies, gone are the days when users were forced to conform to a rigid framework dictated by the CMMS vendor and strictly controlled by the Information Systems department. Users today enjoy freedom to customise the content, look and feel of their CMMS environment on a variety of devices, from handhelds to desktops. With modern computers and software, users are overwhelmed with choices.
For most companies, gone are the days when users were forced to conform to a rigid framework dictated by the CMMS vendor and strictly controlled by the Information Systems department. Users today enjoy freedom to customise the content, look and feel of their CMMS environment on a variety of devices, from handhelds to desktops. With modern computers and software, users are overwhelmed with choices.
Much has been written in the past about the implementation of maintenance software (CMMS systems). This article takes a slightly different approach in that it attempts to explain some of the pitfalls associated with first time implementation in SME's. It suggests a "try before you buy" approach, which stages the maintenance software implementation to reduce both risk and cost. Tales of failed implementations abound and failure rates of 40% to 80% are commonly quoted. Real statistics are hard to come by but the following data is both relevant and current.
Much has been written in the past about the implementation of maintenance software (CMMS systems). This article takes a slightly different approach in that it attempts to explain some of the pitfalls associated with first time implementation in SME's. It suggests a "try before you buy" approach, which stages the maintenance software implementation to reduce both risk and cost. Tales of failed implementations abound and failure rates of 40% to 80% are commonly quoted. Real statistics are hard to come by but the following data is both relevant and current.
Why us, why now? In years past, the engineer, manager or superintendent was responsible for improvement ideas. Maintenance people were "hands" hired to do what they were told. Today, organizations are lean and mean; we need the capabilities of all maintainers. The downsizing craze, however, has left everyone in a managerial role with too many tasks and too little time. There's no one left to cut costs!
Why us, why now? In years past, the engineer, manager or superintendent was responsible for improvement ideas. Maintenance people were "hands" hired to do what they were told. Today, organizations are lean and mean; we need the capabilities of all maintainers. The downsizing craze, however, has left everyone in a managerial role with too many tasks and too little time. There's no one left to cut costs!
Contrary to popular opinion, a centrifugal pump is not designed to develop one head at a single capacity as requested by the pump purchaser. In fact a pump is designed and produced to supply a whole range of head-capacity conditions as identified on it’s performance curve. The pump will operate on that curve if it is driven at the particular speed for which the curve is drawn.
Contrary to popular opinion, a centrifugal pump is not designed to develop one head at a single capacity as requested by the pump purchaser. In fact a pump is designed and produced to supply a whole range of head-capacity conditions as identified on it’s performance curve. The pump will operate on that curve if it is driven at the particular speed for which the curve is drawn.
Ask for a modern centrifugal pump recommendation from your favorite supplier and chances are he will recommend one of the standard pump designs that conform to either the A.N.S.I., I.S.O. or D.I.N. specifications. On the surface that might seem like a good recommendation, but the fact is that all of these designs will cause you maintenance problems. Refer to the illustration prior to diving into the details of the obvious problems found within these designs.
Ask for a modern centrifugal pump recommendation from your favorite supplier and chances are he will recommend one of the standard pump designs that conform to either the A.N.S.I., I.S.O. or D.I.N. specifications. On the surface that might seem like a good recommendation, but the fact is that all of these designs will cause you maintenance problems. Refer to the illustration prior to diving into the details of the obvious problems found within these designs.
There is only one reason to support a planned maintenance program. Planned maintenance increases profits! The primary objective for any business is to produce profits for the owner. Profit oriented goals apply to an elderly couple operating a corner grocery store, as well as to large corporations. Even maintenance consulting firms have to operate at a profit.
There is only one reason to support a planned maintenance program. Planned maintenance increases profits! The primary objective for any business is to produce profits for the owner. Profit oriented goals apply to an elderly couple operating a corner grocery store, as well as to large corporations. Even maintenance consulting firms have to operate at a profit.
The present study is aimed at establishing the vibration standards for precision machine tools. The machine tools are first segregated and then their vibration data are analyzed for determining the normal vibration level and damage factors (DF). After refining and fixing the vibration standards obtained, they can be used to assess the machinery health.
The present study is aimed at establishing the vibration standards for precision machine tools. The machine tools are first segregated and then their vibration data are analyzed for determining the normal vibration level and damage factors (DF). After refining and fixing the vibration standards obtained, they can be used to assess the machinery health.
Although thermal imagers may be simple to operate, they are most effective in the hands of a qualified technician who understands electrical measurement and the equipment to be inspected. For anyone using this type of imager, the following three points are especially important.
Although thermal imagers may be simple to operate, they are most effective in the hands of a qualified technician who understands electrical measurement and the equipment to be inspected. For anyone using this type of imager, the following three points are especially important.
When we think of contamination in lubricated systems, we often focus on particle and water contamination. The fact of the matter is that there are many other contaminants we should consider and attempt to control. Most contaminants, which include any material not contained in the lubricant's formulation, can potentially damage the oil and the lubricated components. Although air is always present in lubricating oil, it is often justifiable to adopt measures to minimize its presence.
When we think of contamination in lubricated systems, we often focus on particle and water contamination. The fact of the matter is that there are many other contaminants we should consider and attempt to control. Most contaminants, which include any material not contained in the lubricant's formulation, can potentially damage the oil and the lubricated components. Although air is always present in lubricating oil, it is often justifiable to adopt measures to minimize its presence.
Vibration and wear debris analyses are two key components of any successful condition-monitoring program and can be used as both predictive and proactive tools to identify active machine wear and diagnose faults occurring inside machinery. Integrating these two techniques in a machine condition-monitoring program provides greater and more reliable information, bringing significant cost benefits to industry.
Vibration and wear debris analyses are two key components of any successful condition-monitoring program and can be used as both predictive and proactive tools to identify active machine wear and diagnose faults occurring inside machinery. Integrating these two techniques in a machine condition-monitoring program provides greater and more reliable information, bringing significant cost benefits to industry.
In today's industry, practices that were once acceptable are no longer even tolerated. Environmental concerns and EPA mandates are applying more and more pressure on businesses like the chemical industry to improve the manufacturing processes being used, to the point that not only is a slight drip from a pump seal not acceptable, but in 2004 the MACT will be enacted and only 500 - 1,000 parts per million vapor will be allowed and, eventually, no vapor at all.
In today's industry, practices that were once acceptable are no longer even tolerated. Environmental concerns and EPA mandates are applying more and more pressure on businesses like the chemical industry to improve the manufacturing processes being used, to the point that not only is a slight drip from a pump seal not acceptable, but in 2004 the MACT will be enacted and only 500 - 1,000 parts per million vapor will be allowed and, eventually, no vapor at all.
The more I delve into this subject, the more I discover the pronounced impact lubrication has on energy and the environment. A case in point is the impact of clean oil on fuel consumption and emission in engines. There are many ways that a lubricant could fail to deliver fuel-efficient engine performance. Many of these are due to formulation issues as opposed to transient properties of the lubricant in service.
The more I delve into this subject, the more I discover the pronounced impact lubrication has on energy and the environment. A case in point is the impact of clean oil on fuel consumption and emission in engines. There are many ways that a lubricant could fail to deliver fuel-efficient engine performance. Many of these are due to formulation issues as opposed to transient properties of the lubricant in service.
As with many condition monitoring techniques, infrared thermography is a skilled art form that requires technician and engineeers to be educated in infrared physics, have a thorough understanding of applications and be able to develop their knowledge with continual field experience.
As with many condition monitoring techniques, infrared thermography is a skilled art form that requires technician and engineeers to be educated in infrared physics, have a thorough understanding of applications and be able to develop their knowledge with continual field experience.
From my experience, it is more common than not to find that the working relationship between operations and maintenance is one of adversity instead of a relationship of close and productive cooperation. Operations often sees itself as the customer of maintenance, and, consequently, maintenance is viewed as a service provider. In such a relationship, it should be obvious that operations is responsible for the cost of the maintenance work it requests and gets delivered. However, in a bad relationship, this is not the case.
From my experience, it is more common than not to find that the working relationship between operations and maintenance is one of adversity instead of a relationship of close and productive cooperation. Operations often sees itself as the customer of maintenance, and, consequently, maintenance is viewed as a service provider. In such a relationship, it should be obvious that operations is responsible for the cost of the maintenance work it requests and gets delivered. However, in a bad relationship, this is not the case.
Many drive systems go to an early grave after only about 10 years of operation. Reconditioning an existing drive system could enable it to operate reliably for another decade and can be achieved for just 30-40% of the cost of a new drive system. Peter Wright, Drives Products Service Manager for ABB in the UK explains how.
Many drive systems go to an early grave after only about 10 years of operation. Reconditioning an existing drive system could enable it to operate reliably for another decade and can be achieved for just 30-40% of the cost of a new drive system. Peter Wright, Drives Products Service Manager for ABB in the UK explains how.
Air can also be temporarily entrained into oil through bearing agitation. This can occur in healthy oil, but is more common in oil containing high amounts of moisture, as well as oil having other forms of contaminants. Air entrained in oil sumps of rotating equipment tends to rise out and re-enter the headspace over time. Read to learn some of the potential effects of air entrainment.
Air can also be temporarily entrained into oil through bearing agitation. This can occur in healthy oil, but is more common in oil containing high amounts of moisture, as well as oil having other forms of contaminants. Air entrained in oil sumps of rotating equipment tends to rise out and re-enter the headspace over time. Read to learn some of the potential effects of air entrainment.
So what is going wrong with the lubricant and bearings in our pumps? We do not get a service life any where near those numbers. It turns out that most bearings fail prematurely for only two reasons: High heat that caused the lubricant to "varnish" and then form "coke" that will introduce solids into the lubricant, and contamination of the lubricant by water, moisture, and solids.
So what is going wrong with the lubricant and bearings in our pumps? We do not get a service life any where near those numbers. It turns out that most bearings fail prematurely for only two reasons: High heat that caused the lubricant to "varnish" and then form "coke" that will introduce solids into the lubricant, and contamination of the lubricant by water, moisture, and solids.
In the past few years, Hydrovacs and "daylighting" have gained industry acceptance by minimizing the challenges of exposing underground pipelines, fiber-optics, and utilities. "Daylighting" is a non-destructive process using pressurized water (hydro) and a vacuum system (vac) to remove soil cover, thereby allowing a visual observation of underground lines. Hydrovacs expose these facilities to daylight, thus the term "daylighting".
In the past few years, Hydrovacs and "daylighting" have gained industry acceptance by minimizing the challenges of exposing underground pipelines, fiber-optics, and utilities. "Daylighting" is a non-destructive process using pressurized water (hydro) and a vacuum system (vac) to remove soil cover, thereby allowing a visual observation of underground lines. Hydrovacs expose these facilities to daylight, thus the term "daylighting".
Such a question often comes up when it is time to recondition a mechanical seal: We use several different brands of mechanical seals in my plant. When a pump is taken out of service, we usually send the seal back to the original seal manufacturer for reconditioning. One of my suppliers has offered to recondition all of my seals, regardless of brand. Is this a good idea? Most process plant maintenance departments return their used mechanical seals to the original seal manufacturer (or Seal OEM) for reconditioning.
Such a question often comes up when it is time to recondition a mechanical seal: We use several different brands of mechanical seals in my plant. When a pump is taken out of service, we usually send the seal back to the original seal manufacturer for reconditioning. One of my suppliers has offered to recondition all of my seals, regardless of brand. Is this a good idea? Most process plant maintenance departments return their used mechanical seals to the original seal manufacturer (or Seal OEM) for reconditioning.
What makes the difference between success and failure in meeting maintenance task deadlines? How can equipment reliability and maintenance task completion times be improved? These and other maintenance related questions can be answered by the UCC International's Skills Assessment and Multi-skilling approach to maintenance training. Certified Trades and Technical staff at the University College of the Cariboo have developed a process by which maintenance supervisors and decision makers can adequately address maintenance skills weaknesses within their organization.
What makes the difference between success and failure in meeting maintenance task deadlines? How can equipment reliability and maintenance task completion times be improved? These and other maintenance related questions can be answered by the UCC International's Skills Assessment and Multi-skilling approach to maintenance training. Certified Trades and Technical staff at the University College of the Cariboo have developed a process by which maintenance supervisors and decision makers can adequately address maintenance skills weaknesses within their organization.
The single greatest challenge facing managers in the developed countries of the world is to raise the productivity of knowledge and service workers. This challenge, which will dominate the management agenda for the next several decades, will ultimately determine the competitive performance of companies. Even more important, it will determine the very fabric of society and the quality of life in every industrialized nation.
The single greatest challenge facing managers in the developed countries of the world is to raise the productivity of knowledge and service workers. This challenge, which will dominate the management agenda for the next several decades, will ultimately determine the competitive performance of companies. Even more important, it will determine the very fabric of society and the quality of life in every industrialized nation.
I absolutely hate to fail, but must admit that failure is an unescapable part of life. Thankfully most of my failures over the years have been relatively minor. Nonetheless, they have been a true source of irritation and frustration that in many ways outweigh the successes. Fortunately my early mentors taught me to use failure, no matter how serious or minor, as a learning tool and a platform to build upon.
I absolutely hate to fail, but must admit that failure is an unescapable part of life. Thankfully most of my failures over the years have been relatively minor. Nonetheless, they have been a true source of irritation and frustration that in many ways outweigh the successes. Fortunately my early mentors taught me to use failure, no matter how serious or minor, as a learning tool and a platform to build upon.
Big changes are happening in today’s workforce. These changes have nothing to do with downsizing, global competition, or stress; it is the problem of a distinct generation gap. Young people entering the workforce are of diversified background and have much different attitudes about work. They want a life‐work balance. They want to be led, not managed — and certainly not micro‐managed. The new mode is flexibility and informality. A large proportion of our managers of the veteran era have been trained in relatively autocratic and directive methods that don’t sit well with today’s employees. Are we preparing our workforce to meet tomorrow’s need?
Big changes are happening in today’s workforce. These changes have nothing to do with downsizing, global competition, or stress; it is the problem of a distinct generation gap. Young people entering the workforce are of diversified background and have much different attitudes about work. They want a life‐work balance. They want to be led, not managed — and certainly not micro‐managed. The new mode is flexibility and informality. A large proportion of our managers of the veteran era have been trained in relatively autocratic and directive methods that don’t sit well with today’s employees. Are we preparing our workforce to meet tomorrow’s need?
It was a number of years before the OA community learned that UV spectrometers, while sensitive and accurate for measuring metals in solution, or even at small particulate levels, were not able to detect, let alone measure, particles much above a few microns in diameter. This simply was a technological limitation. Luckily, diesel engines did very well when UV spectrometric testing was employed because a good portion of the wear mechanisms in diesels is sliding wear, which tends to produce very fine particle diameters.
It was a number of years before the OA community learned that UV spectrometers, while sensitive and accurate for measuring metals in solution, or even at small particulate levels, were not able to detect, let alone measure, particles much above a few microns in diameter. This simply was a technological limitation. Luckily, diesel engines did very well when UV spectrometric testing was employed because a good portion of the wear mechanisms in diesels is sliding wear, which tends to produce very fine particle diameters.
Improving the capabilities of those in a leadership position is viewed as a top initiative in many organizations. More and more companies are moving their focus in management from compliance cop to performance coach, due to the realization that if there isn't an understood correlation between what performance obtained the results, the outcomes are due more to luck than purposeful effort.
Improving the capabilities of those in a leadership position is viewed as a top initiative in many organizations. More and more companies are moving their focus in management from compliance cop to performance coach, due to the realization that if there isn't an understood correlation between what performance obtained the results, the outcomes are due more to luck than purposeful effort.
REM recently caught up with Christer Idhammar, founder and executive vice-president of IDCON INC, and asked him to share his perspective on World Class maintenance.
REM recently caught up with Christer Idhammar, founder and executive vice-president of IDCON INC, and asked him to share his perspective on World Class maintenance.
ONCE UPON A TIME in a maintenance department, a work order woke up in the morning, feeling very lazy, unable to open his eyes or get up to walk. It's been a long time for him in the same room, nobody knocks on the door to say hello, how are you, or to release him so he can show his presence. He looks in the mirror and finds he has changed a lot since being created and kept in the backlog. Looking at gray hair covering his head, he tries to remember his lifecycle since that day when he became a pending order waiting for spare parts to arrive. This spurred his friends to give him the nickname, "Nomat."
ONCE UPON A TIME in a maintenance department, a work order woke up in the morning, feeling very lazy, unable to open his eyes or get up to walk. It's been a long time for him in the same room, nobody knocks on the door to say hello, how are you, or to release him so he can show his presence. He looks in the mirror and finds he has changed a lot since being created and kept in the backlog. Looking at gray hair covering his head, he tries to remember his lifecycle since that day when he became a pending order waiting for spare parts to arrive. This spurred his friends to give him the nickname, "Nomat."
Although safety and risk mitigation is a fundamental part of creating value and boosting profits, it is not the end of the story when it comes to asset management. To realize the true value of an asset across its entire lifecycle, a business must ensure it has a set of key building blocks in place. These consist of forward-looking management structures and processes that adopt a broader perspective than just identifying and addressing threats and vulnerabilities.
Although safety and risk mitigation is a fundamental part of creating value and boosting profits, it is not the end of the story when it comes to asset management. To realize the true value of an asset across its entire lifecycle, a business must ensure it has a set of key building blocks in place. These consist of forward-looking management structures and processes that adopt a broader perspective than just identifying and addressing threats and vulnerabilities.
In the June/July 2016 Uptime article, "Condition Monitoring and MEMS Accelerometers: What You Need to Know," several attributes of microelectromechanical system (MEMS) accelerometers were presented that make the technology compelling for condition monitoring applications. This article reviews data demonstrating the state of MEMS technology development and performance levels by comparing it to a commercially available piezoelectric (PZT) condition monitoring accelerometer.
In the June/July 2016 Uptime article, "Condition Monitoring and MEMS Accelerometers: What You Need to Know," several attributes of microelectromechanical system (MEMS) accelerometers were presented that make the technology compelling for condition monitoring applications. This article reviews data demonstrating the state of MEMS technology development and performance levels by comparing it to a commercially available piezoelectric (PZT) condition monitoring accelerometer.
Installation, application, and lubrication myths. Learn these 11 ways to protect your assets from these harmful myths that circulate in the maintenance community.
Installation, application, and lubrication myths. Learn these 11 ways to protect your assets from these harmful myths that circulate in the maintenance community.
Reliability is a journey, rather than a simple goal. It is a cultural mind-set that must permeate every level of an organization to be truly effective. The goal of reliability is not to reach the end, but rather to constantly evolve, always looking for ways to improve organizational processes and assets with the goal of constantly doing better than before.
Reliability is a journey, rather than a simple goal. It is a cultural mind-set that must permeate every level of an organization to be truly effective. The goal of reliability is not to reach the end, but rather to constantly evolve, always looking for ways to improve organizational processes and assets with the goal of constantly doing better than before.
The need for health monitoring in industrial machines using vibration analysis for diagnosis is an ever growing requirement in all types of industries and equipment. Vibrations in machinery can take various forms, and most of the time these vibrations are unintended and undesirable. Therefore, monitoring the vibration characteristics of a machine can provide the information of its health condition, and this piece of information can be used to detect problems that might be incipient or developing.
The need for health monitoring in industrial machines using vibration analysis for diagnosis is an ever growing requirement in all types of industries and equipment. Vibrations in machinery can take various forms, and most of the time these vibrations are unintended and undesirable. Therefore, monitoring the vibration characteristics of a machine can provide the information of its health condition, and this piece of information can be used to detect problems that might be incipient or developing.
When it comes to asset management, many organizations continue to be hampered by high costs, a high volume of unplanned failures and, ultimately, an unacceptable level of risk. The reason? There’s a piece missing in their asset management puzzle. That piece is called asset strategy management (ASM). It’s a simple, but vital, component of any asset management or reliability focused organization.
When it comes to asset management, many organizations continue to be hampered by high costs, a high volume of unplanned failures and, ultimately, an unacceptable level of risk. The reason? There’s a piece missing in their asset management puzzle. That piece is called asset strategy management (ASM). It’s a simple, but vital, component of any asset management or reliability focused organization.
The competitiveness of the U.S. economy depends on changes inside firms, particularly their willingness to take risks in reshaping four key relationships. Competitiveness, it turns out, depends on new kinds of collaboration.
The competitiveness of the U.S. economy depends on changes inside firms, particularly their willingness to take risks in reshaping four key relationships. Competitiveness, it turns out, depends on new kinds of collaboration.
Using the same concept of a trifecta (three factors for success), this article provides companies with the winning strategies of motor maintenance, focusing on the three reliability tasks for electric motor testing and the order in which they should be applied. Following these steps will drastically improve their odds in motor reliability and put a big payday at the end of their production goals.
Using the same concept of a trifecta (three factors for success), this article provides companies with the winning strategies of motor maintenance, focusing on the three reliability tasks for electric motor testing and the order in which they should be applied. Following these steps will drastically improve their odds in motor reliability and put a big payday at the end of their production goals.
Never has there been a greater responsibility for every business to maximise its efforts to drive to net zero. Correct machine maintenance coupled with Lean processes (once just the domain of operations) is now proving to be a force multiplier across maintenance and engineering in the drive to net zero.
Never has there been a greater responsibility for every business to maximise its efforts to drive to net zero. Correct machine maintenance coupled with Lean processes (once just the domain of operations) is now proving to be a force multiplier across maintenance and engineering in the drive to net zero.
The consistent use of accurate engineering standards represents a huge opportunity to simplify the planning process. Engineering standards cover a wide range of topics from design to operation and maintenance activities. Many already exist and are commonly used across industries. Plant-specific standards take an initial time investment to create, but once written can be reliably used to speed up the planning effort, provide clear instructions to work crews, and help standardize critical and frequent activities.
The consistent use of accurate engineering standards represents a huge opportunity to simplify the planning process. Engineering standards cover a wide range of topics from design to operation and maintenance activities. Many already exist and are commonly used across industries. Plant-specific standards take an initial time investment to create, but once written can be reliably used to speed up the planning effort, provide clear instructions to work crews, and help standardize critical and frequent activities.