Corrosion Fundamentals: Protecting Cooling Water Systems – Part 4
Brad Buecker, Buecker & Associates, LLC
Posted 9/24/2024
Part 2 and Part 3 of this series outlined some of the most important mechanisms by which microbiological fouling and scale formation can negatively influence cooling system operation. (Read Part 1 here.) Not to be forgotten are corrosion issues. This installment highlights several of the most important corrosion mechanisms. Parts 5 and 6 will then address control methods for these phenomena, which the reader will recognize as another manifestation of Root Cause Problem Elimination (RCPE), a major point of emphasis at Maintenance World and its parent company IDCON INC. (1)
Corrosion Fundamentals
Corrosion is an electrochemical process. The driving force for corrosive reactions is the electrical potential between the electron acceptor (the corrosive medium) and the electron donor (the metal). Figure 1 illustrates a well-known corrosion process per the reaction of a carbon steel pipe immersed in a mildly acidic solution, in this case dilute hydrochloric acid.
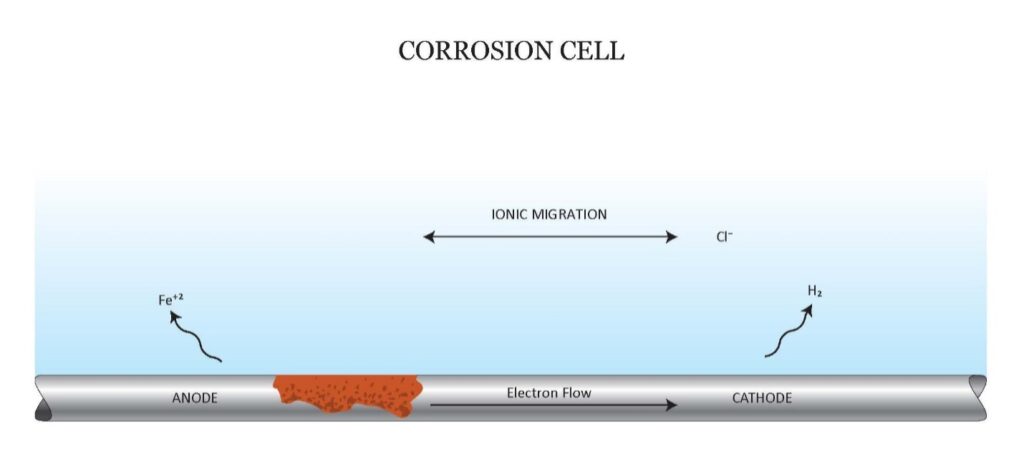
Three reactions explain the overall process.
(1) Iron atoms at corrosion sites give up two electrons (oxidize) and transform from a zero-oxidation state to a +2 state. The equation is:

The Fe2+ (ferrous) ions enter the solution. The corrosion sites are known as anodes.
(2) Electrons released at the anodes flow through the metal to other sites where they react with hydrogen ions from the acid to generate hydrogen gas. This process is known as reduction, and the reaction sites are known as cathodes.

(3) Chloride ions (Cl–) and ferrous ions migrate through the solution to produce solvated ferrous chloride (FeCl2) and complete the electrical circuit.
This is an illustration of general corrosion, where anodes and cathodes shift constantly, and it is also a classic example of an oxidation-reduction or “redox” reaction.
In natural, aerated waters, e.g., cooling water systems supplied from cooling towers, reduction of dissolved oxygen at cathodes replaces Equation 2.

The initial reaction product of ferrous hydroxide (FeOH2) will undergo further oxidation to ferric oxide (Fe2O3), which is not a protective compound. The material often builds up at anodic sites.

The liquid trapped underneath can undergo additional reactions that increase the acidity within the pit, which increases the corrosivity. Furthermore, the buildup of corrosion products can restrict flow. Reference 2 provides additional details on this chemistry, but a major point of this section was to introduce the concept of anodes and cathodes. This concept serves as a foundation for the following discussion. As will be outlined and emphasized in the next installments, the key to corrosion control is to protect metal surfaces.
Localized Corrosion Is the Major Problem
The chemistry shown in Equations 1 and 2 is an example of general corrosion, where anodes and cathodes shift constantly, and metal dissolution occurs over the entire surface. In the absence of extreme conditions, general corrosion may occur gradually, preserving metal integrity for a long time. Unfortunately, many corrosion mechanisms are localized, where apparently small overall metal loss can still lead to through-wall penetrations and equipment failure. We will now examine some of the most problematic localized mechanisms that often appear in cooling water and service water systems.
Pitting
In some environments, permanent anodes can develop in a large cathodic field. Pitting is a result, as shown below.

The corrosion rate may be the same as general corrosion, but damage is much more serious due to rapid penetration of the metal at anodes. Numerous mechanisms or conditions can initiate pitting. Solids deposits on steel may produce oxygen-depleted areas that become anodic to clean steel. This attack is appropriately termed under-deposit corrosion (UDC).
A particularly important issue is stainless steel pitting, which often arises from a common and misguided mindset that stainless steel is a panacea for all corrosion mechanisms. Stainless steels rely on formation of a surface oxide layer for protection. UDC is one potential problem in this regard. For the 300-series of stainless steels, which are a very common material for heat exchangers, chlorides, in even relatively low concentrations of a few hundred parts per million (ppm), can penetrate the oxide layer and establish permanent anodic sites. The following maxim is critical: “Resistance to chloride pitting [should be] a primary factor in heat exchanger materials selection.” A well-known guide is the pitting resistance equivalent number (PREN) chart as shown below.
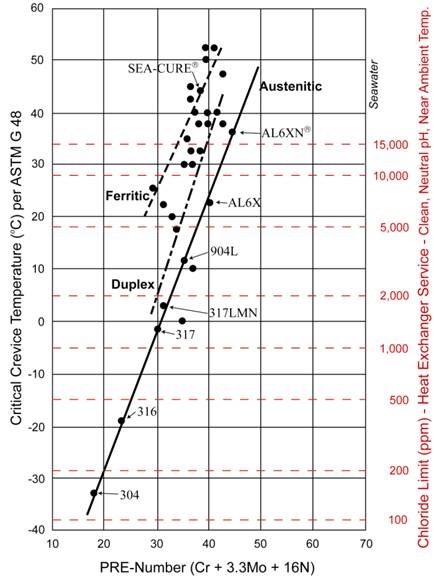
Note the low chloride limits for 304 and 316 SS. This author has observed on numerous occasions the knee-jerk selection by design engineers of 300-series stainless steels (typically either 304L or 316L) for power plant steam surface condensers, but where the engineers obviously did not consider the increase in chloride concentration induced by evaporation in the cooling tower.
“Higher-alloy materials beyond the 300 austenitic stainless series are recommended for cooling waters with appreciable chlorides. For highly brackish waters and seawater, the ferritic and super-ferritic alloys, e.g., SEA-CURE®, are often required.” (2) Due diligence and proper materials selection during the design phase are critical, and which represent a perfect example of RCPE.
Corrosion issues are magnified many times at facilities like refineries and chemical plants, where piping, reactors, storage vessels, etc., handle a wide variety of chemicals, not just water. Way too many examples are known where corrosion failures allowed the release of a toxic or explosive liquid or gas that subsequently caused injuries or fatalities. Complacency or cutting corners on maintenance and safety programs can be deadly.
Microbiologically Induced Corrosion (MIC)
As Part 2 of this series emphasized, microbiological fouling can cause the most prompt and intense problems in cooling systems. Corrosion is one of the most important. For starters, sessile microbiological colonies can establish oxygen differential cells that induce pitting underneath the deposit. Furthermore, some microbes and sulfate-reducing bacteria for example, secrete metabolic byproducts that can be quite destructive. The sulfate-reducers, as the name implies, convert SO4 to sulfide, which is extremely corrosive to many metals. Localized attack and through-wall penetration may rapidly occur.
Case History
This problem occurred in the steam surface condenser, tubed with 316L SS, of a 200-megawatt power unit. During a month-long scheduled maintenance outage, the operators did not drain the cooling water from the tubes, so stagnant pools developed in an ambient atmosphere. Upon startup, lab personnel detected severe cooling water ingress to the steam condensate, which required immediate unit shutdown. Inspection revealed thousands of pinhole leaks in the condenser tubes. Subsequent metallurgical analyses confirmed MIC. A complete condenser tube replacement was necessary, at substantial cost in materials, labor, and lost generation. (This is but one of many examples of the importance of developing proper shutdown, layup, and startup procedures for steam-generating units.)
Copper Alloy Corrosion
Copper alloys are a common material choice for the tubes in shell-and-tube heat exchangers because of their excellent heat transfer properties. In acidic solutions, copper is a noble metal, with a half-cell potential lower than that of hydrogen, as shown in the table below.

Galvanic Corrosion
The Table 1 data above is useful for explaining galvanic corrosion, which occurs when two dissimilar metals are in physical contact within a water system. The more reactive of the two will become anodic to the more noble metal. A classic example is shown below of a steel pipe connected to a brass valve.

Let’s examine this reaction per the half-cell corrosion potentials from Table 1.

A strong driving potential exists for this reaction.
Dissimilar metal connections often arise in commercial plumbing systems, but perhaps not as much in cooling systems. However, a galvanic issue that has been problematic in a rather large number of cooling systems is manganese-influenced pitting, with many problems reported along the Ohio River. Even at concentrations as low as 0.02mg/L, dissolved manganese in cooling water can be oxidized to manganese dioxide (MnO2) by chlorination. MnO2 forms a thin, varnish-like coating on heat exchanger surfaces. The deposits are strongly cathodic to the underlying metal and can cause severe localized corrosion (Figure 5).

304 and 316 SS are very susceptible to manganese deposit corrosion, but it can also affect admiralty brass, aluminum brass, and cupro-nickel.
Additional factors that induce MnO2 formation include elevated pH, aeration, and sometimes catalytic influences by the metal surface itself. Furthermore, the MnO2 layer can be oxidized to permanganate (MnO4) by chlorine. Permanganate dissolves the base metal, and in the process is reduced back to MnO2. The cycle repeats during each chlorination. Manganese corrosion is apparently not a major problem with mild steel, possibly because other corrosion products prevent manganese from forming a uniform and dense deposit. (2)
Other Corrosion Mechanisms
Space limitations prevent a detailed discussion of other corrosion mechanisms, but several of the most important are listed below.
- Crevice corrosion: Small crevices that may exist at the junction of tubes and tube support plates (or other locations) can become oxygen depleted and anodic to the surrounding metal. Attack similar to pitting may occur.
- Intergranular and stress corrosion cracking: Imperfections and stresses at metal grain boundaries can lead to cracking. Stresses that are cyclic in nature can cause fatigue cracking.
- Erosion corrosion: As the name implies, the flowing fluid causes continual wear of the metal at susceptible locations, for example on the back side of elbows.
Conclusion – Corrosion Fundamentals
This installment highlighted the most common, but by no means all-inclusive, corrosion mechanisms in cooling systems. We will examine control methods for microbiological fouling, scale formation, and corrosion in Parts 5 and 6 of this series. Stay tuned!
References
- https://www.idcon.com/resource-library/root-cause/cost-effective-rcpe/
- B. Buecker (Tech. Ed.), “Water Essentials Handbook”; 2023. ChemTreat, Inc., Glen Allen, VA. Currently being released in digital format at www.chemtreat.com.
- Post, R., and B. Buecker, “Power Plant Cooling Water Fundamentals”; pre-conference seminar to the 33rd Annual Electric Utility Chemistry Workshop, June 11-13, 2013, Champaign, Illinois.

Related Articles
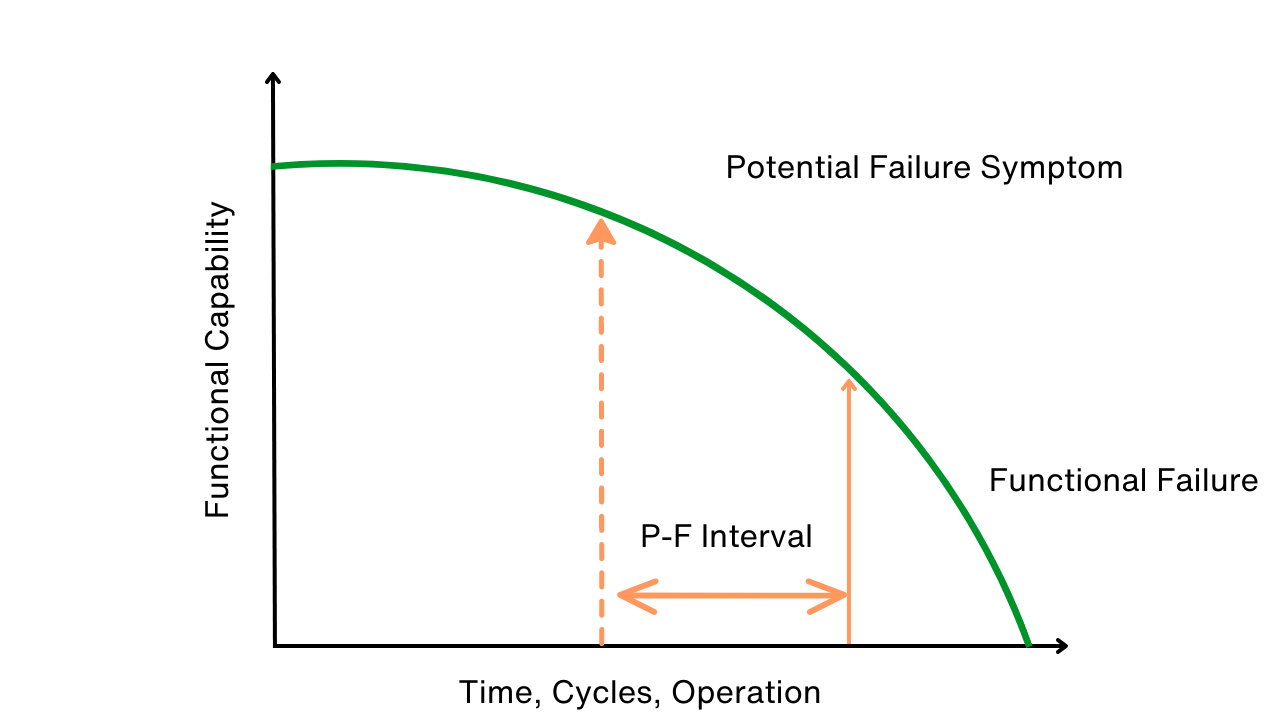
Use P-F Intervals to Map, Avert Failures
The Affinity Laws for Rotary, Positive Displacement Pumps 13-6
Carbon in a Metal Holder

3 Techniques for Optimizing Preventive Maintenance

Equipment Inspections: Who is Doing Them?

DC Motor Carbon Brushes for Elevators: Composition, Function, Solutions


