[webinar] Embracing Digital Transformation in Maintenance & Plant Operations | March 13 at 10AM EST – Register Now
High-efficiency SynRM motors, a game changer in potentially explosive environments
High-efficiency SynRM motors, a game changer in potentially explosive environments
Magdalena Tworus-Stępniak, Global Industry Segment Manager at ABB
Posted 5/7/2024
The International Energy Agency (IEA) ranks the chemical sector as the second-largest industrial energy consumer and the third-largest direct emitter of CO2. This places the sector at a crossroads where raising the energy efficiency of chemical production processes is vital for a sustainable future. In this regard, the new generation of ultra-premium synchronous reluctance (SynRM) motors, capable of offering IE5 efficiency, is indispensable.
Safety is critical in this industry, especially for applications in potentially explosive environments. Introducing the new IE5 SynRM Increased Safety motors represents a game changer, giving chemical manufacturers access to the most energy-efficient motor and drive technology. The new motors offer up to 40 percent lower energy losses than commonly used IE3 motors while meeting stringent safety standards.
Electrical equipment efficiency is rated from IE1 (lowest) and IE4 (highest). The latest Ecodesign directive, effective since July 2023, requires newly installed or upgraded motors in Europe with power ratings between 75 and 200 kW to meet at least IE4 efficiency levels. Although Ex motors are excluded from this directive.
Yet, this updated regulation does not consider older motors already in use, leaving many chemical production facilities to continue wasting energy with inefficient IE2 or IE1 motors. This presents a significant opportunity for energy savings by upgrading motors.
IE5 synchronous reluctance (SynRM) motors represent a substantial boost in efficiency. Moreover, a SynRM motor must be paired with a variable speed drive (VSD) to operate effectively. This means a SynRM motor comes as a combined package that automatically brings the energy-saving benefits of a VSD.
Upgrades yield massive energy savings
To illustrate the potential, the world’s largest producer of nitrogen-based complex fertilizers sought ABB’s expertise to boost the energy efficiency of its Porsgrunn facility in Norway. The upgrade project will culminate in annual energy savings of 32-40 gigawatt hours (GWh) and cut CO2 emissions by 12-19 kilotons (kt), an amount comparable to the emissions generated by almost 14,000 standard cars.
The initial project phase replaced approximately 1,000 outdated low-voltage electric motors with more efficient IE3 motors, with 75 percent of the newly installed motors being paired with VSDs. The second ongoing phase will replace an additional 2,500 motors with IE5 SynRM ultra-premium efficiency motors. Notably, almost 70 percent of the motors earmarked for upgrade are utilized in pump and fan applications, presenting significant energy-saving potential.
Harmonizing safety and efficiency using SynRM motors
Certified motor-drive packages are essential for applications in explosive atmospheres. However, a suitable SynRM motor that meets these safety standards has been absent from the market – until now.
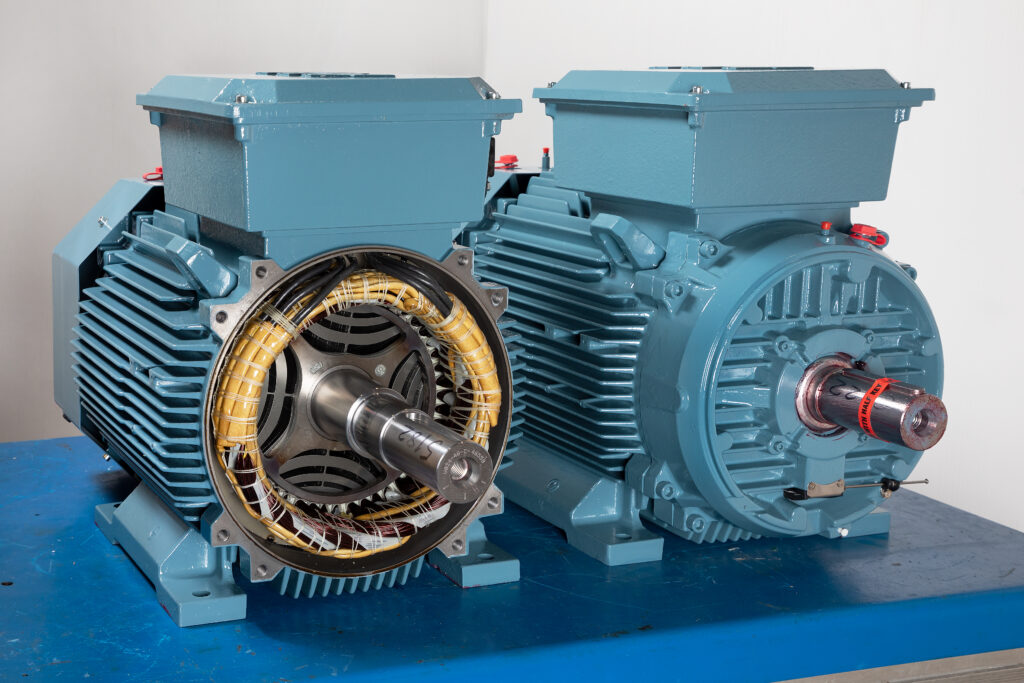
ABB is the first manufacturer to introduce ATEX and IECEx-certified SynRM motors suitable for explosive atmospheres. These SynRM Increased Safety motors offer ultra-premium efficiency, increased reliability, and reduced maintenance, which are attributed to their lower running temperatures, extended service life, and swift return on investment (ROI). The motors are engineered to emit less CO2 and are sustainably manufactured without using rare earth elements.
Image courtesy ABB
Easier, more economical installation
These motors also help in specifying a more cost-effective installation process. For instance, in Zone 1, an increased safety motor with a cooler running design could replace the traditional flameproof motor, which requires a special enclosure. In Zone 2, the improved load capacity of SynRM motors, which allows them to deliver greater power despite having the exact physical dimensions as an induction motor, becomes a valuable feature. This opens the possibility of using smaller and more cost-effective motors to achieve the same operational output.
Furthermore, SynRM motors present a smooth transition for companies looking to upgrade their infrastructure. Being the same size as induction motors means replacement is straightforward, causing minimal process disruption. These motors are also compatible with ABB Ability™ Digital Powertrain, offering the capability for remote monitoring of the processes powered by electrical motors.
Long-term energy savings
Reducing energy consumption also significantly reduces the total cost of ownership (TCO) over a motor’s lifecycle. Initially, lower-efficiency motors may seem budget-friendly due to their lower upfront costs. Yet, around 97 percent of the lifetime cost for a SynRM motor stems from the electricity it consumes throughout its service life – comparatively, maintenance accounts for only one percent and CapEx for two.
Seize the occasion with SynRM motors
The ever-increasing demand in the energy-intensive chemical sector amplifies the urgency for rapid energy efficiency solutions. The necessary technology is already developed and accessible to combat the pressing climate crisis. It’s now time to harness these solutions.
Learn more about the energy efficiency possibilities within the chemical sector in our whitepaper.
Magdalena Tworus-Stępniak
Magdalena Tworus-Stępniak: Chemicals Global Industry Segment Manager, IEC Low voltage motors at ABB, explains the dual benefits for the chemical industry, which can now ensure safety and boost energy efficiency by deploying motors that deliver up to 40 percent lower energy losses compared to commonly used IE3 motors.
The key to realizing greater savings from more informed management decisions is to predetermine the "True" cost of downtime for each profit center category. True downtime cost is a methodology of analyzing all cost factors associated with downtime, and using this information for cost justification and day to day management decisions. Most likely, this data is already being collected in your facility, and need only be consolidated and organized according to the true downtime cost guidelines.
The key to realizing greater savings from more informed management decisions is to predetermine the "True" cost of downtime for each profit center category. True downtime cost is a methodology of analyzing all cost factors associated with downtime, and using this information for cost justification and day to day management decisions. Most likely, this data is already being collected in your facility, and need only be consolidated and organized according to the true downtime cost guidelines.
I use the term RCPE because it is a waste of good initiatives and time to only find the root cause of a problem, but not fixing it. I like to use the word problem; a more common terminology is Root Cause Failure Analysis (RCFA), instead of failure because the word failure often leads to a focus on equipment and maintenance. The word problem includes all operational, quality, speed, high costs and other losses. To eliminate problems is a joint responsibility between operations, maintenance and engineering.
I use the term RCPE because it is a waste of good initiatives and time to only find the root cause of a problem, but not fixing it. I like to use the word problem; a more common terminology is Root Cause Failure Analysis (RCFA), instead of failure because the word failure often leads to a focus on equipment and maintenance. The word problem includes all operational, quality, speed, high costs and other losses. To eliminate problems is a joint responsibility between operations, maintenance and engineering.
Hour after hour, in businesses of all sizes, these workhorses respond to the men and women who operate them – by pounding, cutting, crushing, welding, stitching or whatever other task they were designed for, to fashion the products that will be marketed to hungry consumers. But there is a fearful downside to this scenario: the machine cannot distinguish between a piece of wood, steel or fabric and the operator’s body.
Hour after hour, in businesses of all sizes, these workhorses respond to the men and women who operate them – by pounding, cutting, crushing, welding, stitching or whatever other task they were designed for, to fashion the products that will be marketed to hungry consumers. But there is a fearful downside to this scenario: the machine cannot distinguish between a piece of wood, steel or fabric and the operator’s body.
Work-related deaths at U.S. manufacturing plants declined 14.0 percent in 2007, marking a rebound from the 16.0 percent increase that occurred in 2006. This was among the findings of the new Census of Fatal Occupational Injuries report released recently by the U.S. Department of Labor's Bureau of Labor Statistics.
Work-related deaths at U.S. manufacturing plants declined 14.0 percent in 2007, marking a rebound from the 16.0 percent increase that occurred in 2006. This was among the findings of the new Census of Fatal Occupational Injuries report released recently by the U.S. Department of Labor's Bureau of Labor Statistics.
The challenge of managing the aspects of occupational health and safety (OH&S) in the workplace can often times feel overwhelming. There are many legal, moral and financial reasons for you to pay attention to OH&S obligations. With all of these challenges, it's important not to waste time, money or place efforts on things that simply don't work. In terms of successfully managing OH&S issues, the following Top 10 list includes some of the common errors that organizations make.
The challenge of managing the aspects of occupational health and safety (OH&S) in the workplace can often times feel overwhelming. There are many legal, moral and financial reasons for you to pay attention to OH&S obligations. With all of these challenges, it's important not to waste time, money or place efforts on things that simply don't work. In terms of successfully managing OH&S issues, the following Top 10 list includes some of the common errors that organizations make.
The issuance of safety eyewear to employees requires more than a handout. An important thing to remember when issuing safety eyewear is that in order to put your safety program into action, you need to communicate and educate your employees. Merely handing out free safety goggles and glasses and saying "wear these when you are working or else..." will only get you so far. Employees need to know why it is important to wear protective eyewear, and they need you to make it easy for them to do so effectively. It often helps to recite employee eye injury statistics to show workers the reality of the hazards around them, and give them a starting point for improvement.
The issuance of safety eyewear to employees requires more than a handout. An important thing to remember when issuing safety eyewear is that in order to put your safety program into action, you need to communicate and educate your employees. Merely handing out free safety goggles and glasses and saying "wear these when you are working or else..." will only get you so far. Employees need to know why it is important to wear protective eyewear, and they need you to make it easy for them to do so effectively. It often helps to recite employee eye injury statistics to show workers the reality of the hazards around them, and give them a starting point for improvement.
With literally thousands of dangerous materials being used/transported/discarded every day, the process of choosing protective clothing has become increasingly complex for today's safety and hygiene professional. It is important to understand the distinction between three broad types of protective garments used today. Generally classified as disposable, reusable, and limited-use garments, these three general categories provide a basic framework for clothing decisions.
With literally thousands of dangerous materials being used/transported/discarded every day, the process of choosing protective clothing has become increasingly complex for today's safety and hygiene professional. It is important to understand the distinction between three broad types of protective garments used today. Generally classified as disposable, reusable, and limited-use garments, these three general categories provide a basic framework for clothing decisions.
Republic Windows & Doors transformed their plant safety for the sake of their workers. By implementing 3 "outs" they were able to make significant safety gains in just a few short years, even with high turnover rates and unskilled labor. If they can improve safety and job quality at the same time, so can you!
Republic Windows & Doors transformed their plant safety for the sake of their workers. By implementing 3 "outs" they were able to make significant safety gains in just a few short years, even with high turnover rates and unskilled labor. If they can improve safety and job quality at the same time, so can you!
It’s not uncommon to see maintenance departments accept goals, concepts and projects just because we are told to or because it seems to be the norm for the company. We don’t always question the validity or logic when someone influential suggests a path forward. Plant maintenance professionals should know reliability best. When making reliability decisions, maintenance needs to speak up and not accept inefficient or incorrect decisions.
It’s not uncommon to see maintenance departments accept goals, concepts and projects just because we are told to or because it seems to be the norm for the company. We don’t always question the validity or logic when someone influential suggests a path forward. Plant maintenance professionals should know reliability best. When making reliability decisions, maintenance needs to speak up and not accept inefficient or incorrect decisions.
The work process we call maintenance planning can almost always be improved in any given mill or plant. In fact in most plants we visit maintenance planners don’t plan. Planners do all kinds of tasks except work order planning.
The work process we call maintenance planning can almost always be improved in any given mill or plant. In fact in most plants we visit maintenance planners don’t plan. Planners do all kinds of tasks except work order planning.
The purpose of this article is to raise questions and challenge plant leadership on strategy, vision and execution of plant reliability and overall maintenance management. To start, we need to define reliability. Often times companies want to improve reliability but when you ask them to define reliability and how it's measured, it's unusual to get a comprehensive answer.
The purpose of this article is to raise questions and challenge plant leadership on strategy, vision and execution of plant reliability and overall maintenance management. To start, we need to define reliability. Often times companies want to improve reliability but when you ask them to define reliability and how it's measured, it's unusual to get a comprehensive answer.
Information technologies (IT), in the context of this paper, include all computer systems and networks, plant automation systems such as distributed control systems and programmable logic controllers, design drawing databases, procedures databases, and diagnostic monitoring systems. The role of information technology is critical for maintenance optimization because it relies on the ability of the plant personnel to bring all data together in a coherent fashion for optimum analysis and decision-making.
Information technologies (IT), in the context of this paper, include all computer systems and networks, plant automation systems such as distributed control systems and programmable logic controllers, design drawing databases, procedures databases, and diagnostic monitoring systems. The role of information technology is critical for maintenance optimization because it relies on the ability of the plant personnel to bring all data together in a coherent fashion for optimum analysis and decision-making.
Besides being the central hub for maintenance, the storeroom also provides functions that are absolutely critical to the maintenance operation. These functions are so important that when the storeroom is operating in a best practices mode, the rest of the maintenance operation can excel – the storeroom is the enabler. Put another way, if the storeroom is run improperly (such as poor inventory accuracy, parts unavailable when needed due to poor replenishment and procurement practices, etc), the rest of the maintenance operation has no chance of achieving high service levels of equipment availability and reliability.
Besides being the central hub for maintenance, the storeroom also provides functions that are absolutely critical to the maintenance operation. These functions are so important that when the storeroom is operating in a best practices mode, the rest of the maintenance operation can excel – the storeroom is the enabler. Put another way, if the storeroom is run improperly (such as poor inventory accuracy, parts unavailable when needed due to poor replenishment and procurement practices, etc), the rest of the maintenance operation has no chance of achieving high service levels of equipment availability and reliability.
Facility management personnel in all industries have waited a long time for computer technology to become applicable and affordable enough to implement in their respective maintenance efforts. In recent years, flexible, dependable and economical computerized maintenance management systems (CMMS) have become available to help fight the never-ending struggle to operate and maintain buildings of all shapes, sizes and functions.
Facility management personnel in all industries have waited a long time for computer technology to become applicable and affordable enough to implement in their respective maintenance efforts. In recent years, flexible, dependable and economical computerized maintenance management systems (CMMS) have become available to help fight the never-ending struggle to operate and maintain buildings of all shapes, sizes and functions.
Reliability Centered Maintenance is a step-by-step instructional tool for how to analyze a system's failure modes and define how to prevent or find those failures early. RCM become a very detailed study of things we already know, you will often hear the justification "it's to make sure we don't miss anything." If you are considering implementing a reliability centered maintenance program, you. should be aware of the problems you may run into.
Reliability Centered Maintenance is a step-by-step instructional tool for how to analyze a system's failure modes and define how to prevent or find those failures early. RCM become a very detailed study of things we already know, you will often hear the justification "it's to make sure we don't miss anything." If you are considering implementing a reliability centered maintenance program, you. should be aware of the problems you may run into.
Contrary to popular opinion, a centrifugal pump is not designed to develop one head at a single capacity as requested by the pump purchaser. In fact a pump is designed and produced to supply a whole range of head-capacity conditions as identified on it’s performance curve. The pump will operate on that curve if it is driven at the particular speed for which the curve is drawn.
Contrary to popular opinion, a centrifugal pump is not designed to develop one head at a single capacity as requested by the pump purchaser. In fact a pump is designed and produced to supply a whole range of head-capacity conditions as identified on it’s performance curve. The pump will operate on that curve if it is driven at the particular speed for which the curve is drawn.
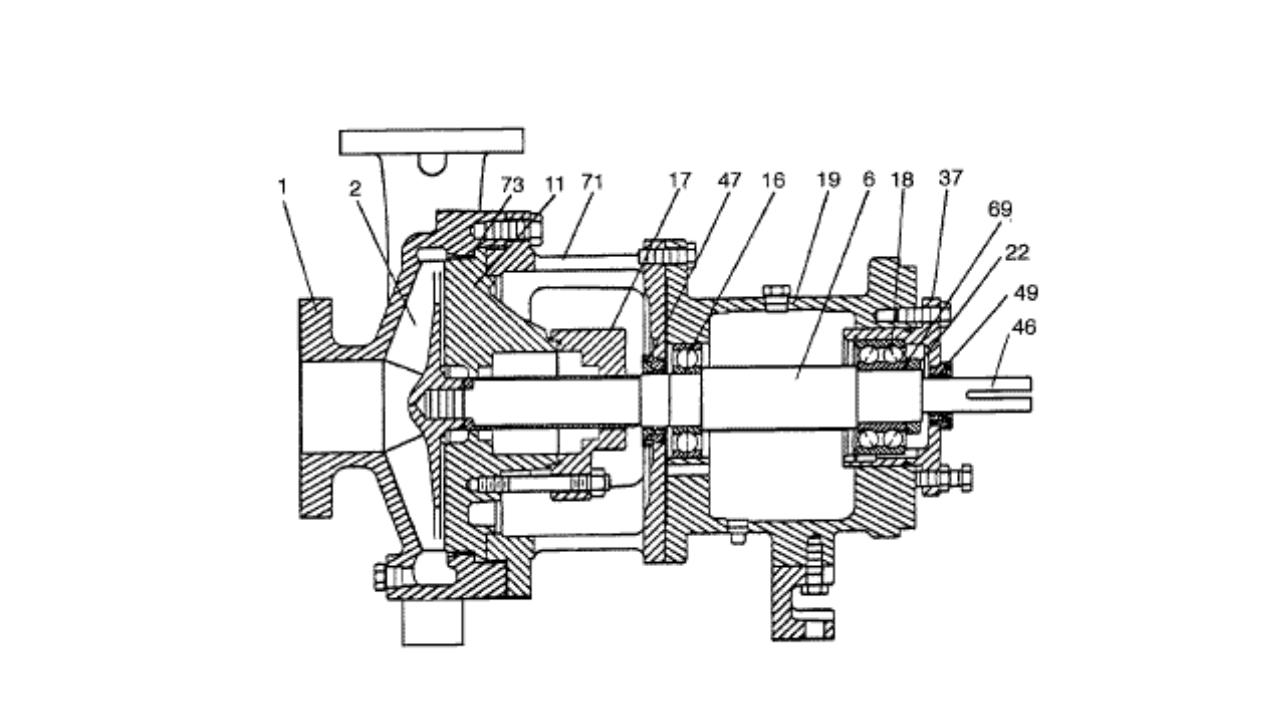
Ask for a modern centrifugal pump recommendation from your favorite supplier and chances are he will recommend one of the standard pump designs that conform to either the A.N.S.I., I.S.O. or D.I.N. specifications. On the surface that might seem like a good recommendation, but the fact is that all of these designs will cause you maintenance problems. Refer to the illustration prior to diving into the details of the obvious problems found within these designs.
Ask for a modern centrifugal pump recommendation from your favorite supplier and chances are he will recommend one of the standard pump designs that conform to either the A.N.S.I., I.S.O. or D.I.N. specifications. On the surface that might seem like a good recommendation, but the fact is that all of these designs will cause you maintenance problems. Refer to the illustration prior to diving into the details of the obvious problems found within these designs.
Let's suppose that we have recorded the time when each failure of a repairable subsystem has happened during a season. The arrangement of these failures (black points in Figure 1) along the time axis is called a stochastical realization of failure events.
Let's suppose that we have recorded the time when each failure of a repairable subsystem has happened during a season. The arrangement of these failures (black points in Figure 1) along the time axis is called a stochastical realization of failure events.