Refrigerated Air Dryers Can Be the Solution to Getting the Water and Moisture Out of your Compressed Air System
Tommy McGuire
If your business needs an air compressor to operate equipment, then you need to make sure water and moisture is not costing you valuable time and money. Following are some common questions about moisture in compressed air systems and how refrigerated air dryers can be a solution.
Perhaps you’ve asked these same questions. Now here are straight answers from years of air compressor experience that may help you make better equipment selections for your business.
Question: How does water or moisture get into my compressed air?
Answer: Through your Compressor inlet.
Water vapor (humidity-moisture) enters the air system through the air compressor inlet air filter. The air compressor sucks in approximately 7 cubic feet of atmospheric air at 0 psig, and that volume of air is compressed into 1 cubic feet of air at 100 psig. The water vapor (humidity-moisture) that was in the 7 cubic feet of atmospheric air is now compressed into 1 cubic feet of compressed air.
There are 3 forms of water in compressed air: Liquid water Aerosol (mist) Vapor (gas)
Question: Can water or moisture be damaging my compressed air system?
Answer: Absolutely! Water corrodes pipes, valves, machinery controls. None of this is good. When controls malfunction, production can stop or product can be impaired and all this costs you time and money. Water in Aerosol or Vapor form is more difficult to remove and requires the use of a Compressed Air Dryer.
For many applications, a REFRIGERATED COMPRESSED AIR DRYER is one of your best solutions to getting the moisture out of your compressed air system.
Look for these symptoms to tell when you need a Refrigerated Compressed Air Dryer:
- Liquid water is in your air lines and hoses
- Water vapor sprays out of your air tool exhaust
- Pipe lines corrode and rust because of moisture
- Paint Sprayers have water spots in the paint
If your equipment manufacturer specifies that you need DRY AIR – by all means, you need to add a Compressed Air Dryer to your system. Many applications will call for dry air – especially medical air needs and pharmaceutical production.
When dry is needed but not provided – you can find your product quality suffers. Your down time may be increased due to increased maintenance and moisture related equipment problems. All this adds up to loss of time and profitability. The answer to your compressed air moisture problems is a Compressed Air Dryer.
How a Refrigerated Compressed Air Dryer Works
•The refrigerated air dryer cools the incoming compressed air first in an air-to-air heat exchanger where the outgoing cool dry air pre-cools the hot incoming air and condenses some moisture out.
•Then the incoming air enters an air-to-refrigerant heat exchanger where the air is cooled to 38º F by the liquid refrigerant. This process causes the moisture to condense into liquid water and it is drained away. The out going air then enters the air-to-air heat exchanger and is warmed up to keep the outside of pipes from sweating.
•The refrigeration compressor pumps hot hi-pressure gas refrigerant (Freon) into the condenser which transfers the heat from the refrigerant gas to the ambient air as the gas condenses into a liquid.
•The liquid refrigerant (Freon) is then metered to a cold low pressure where it enters the air-to-refrigerant heat exchanger and the heat from the hot compressed air is adsorbed into the cold refrigerant (Freon). The refrigeration compressor then sucks low pressure hot gas refrigerant (Freon) into the refrigeration compressor and the cycle starts over again.
Experience proves it! Remove Water and Moisture to improve Compressed Air Quality & Efficiency!
Tommy McGuire is the owner of McGuire Air Compressors, Inc
Click here to find out how Drying Your Compressed Air System Will Save Real Money.
Related Articles
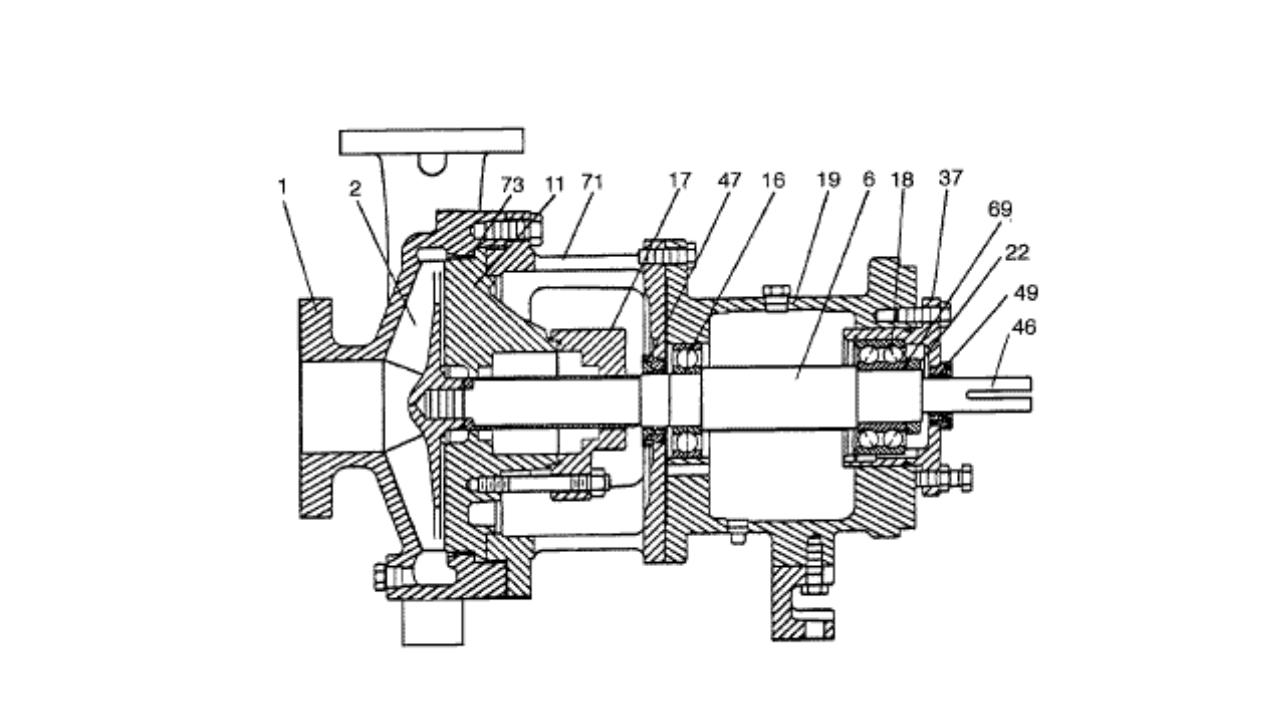
What is Wrong with the Modern Centrifugal Pump?

The Cost of Producing Electricity

A Guide to Matching Electric Motors with Hydraulic Power Units

Anatomy of a Boiler Failure—A Different Perspective
What is a valve?