[webinar] Embracing Digital Transformation in Maintenance & Plant Operations | March 13 at 10AM EST – Register Now
Fault Reporting: How to Improve Workflows in Maintenance Operations
Fault Reporting: How to Improve Workflows in Maintenance Operations
Paweł Bęś, Logistics and Maintenance Marketing Expert, QRmaint
Posted 8/13/2024
Creating workflows for maintenance operations involves careful planning for each stage of maintenance execution. Often, the first step begins with fault reporting. At this point, information created by operations personnel, usually machine operators, is delivered to maintenance technicians and engineers responsible for repairing machines. Companies use modern CMMS systems that provide data-driven maintenance workflows, in this case. Along with CMMS, any company can benefit from maintenance planning and execution.
In this article, we share insights on the importance of fault reporting for maintenance workflows. Suppose you are a maintenance manager, plant manager, technician, or engineer. This article reveals effective ways to improve your organization’s information flow and basic workflow processes for better-performing maintenance work.
What is the Maintenance Workflow?
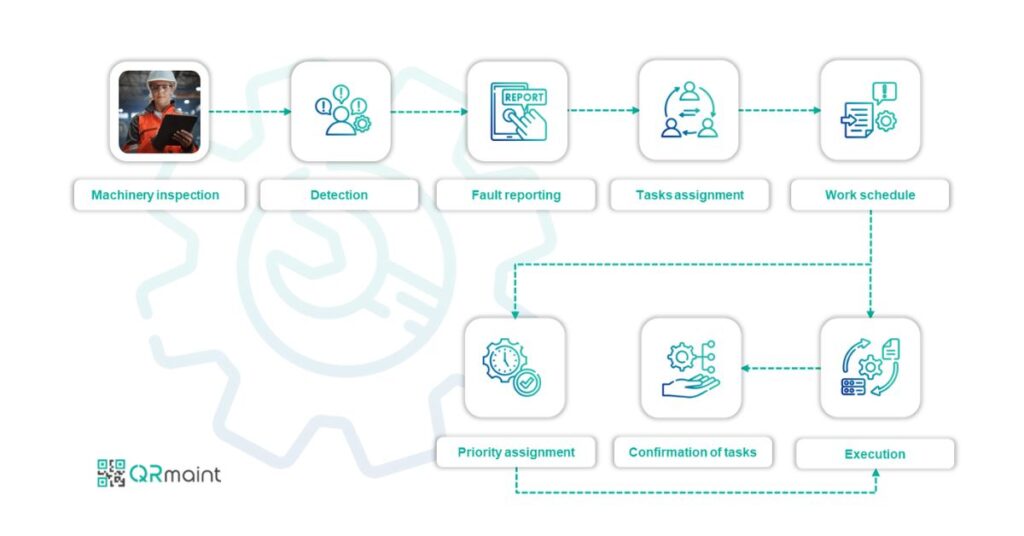
A maintenance workflow is a process that involves specific steps and dependencies between different stakeholders. Simply put, a maintenance workflow shows what needs to be done next. A typical workflow for materials maintenance includes the following:
Detection and Fault Reporting: This is the first step when the machinery operator spots an issue, defect, or other dysfunction of machinery and equipment after visually inspecting equipment and identifying equipment malfunction.
Task Responsibility and Assignment of Tasks: Here, we need to clearly define who is accountable for completing a specific maintenance task. A maintenance technician is primarily responsible for repairing a broken machine, while a supervisor is responsible for assigning the task.
Departments Involved: The supervisor should also consider identifying the departments or teams involved in the maintenance process. Processes and production plants can be very divided, and maintenance, production, engineering, and procurement departments may be involved in a central equipment overhaul after the issue is resolved.
Work Schedule: Establishing the time frame for completing maintenance tasks is required here. A good example is a preventive maintenance task, which may be scheduled for a specific day or time, while a breakdown repair may require immediate attention. So, emergency cases are more specific for the next step in the workflow where we talk about priority assignment.
Priority Assignment: At this step in the workflow, it is crucial to determine the relative importance of different maintenance tasks. Prioritizing a breakdown repair over a scheduled preventive maintenance task often results from further urgency assessment based on circumstances such as total production stop, which may lead to revenue losses.
Confirmation of Tasks: The employees should verify that maintenance tasks have been completed according to specifications. In many cases, this involves conducting a final inspection of a repaired machine and confirming that the task was fully completed.
The workflows for maintenance can vary. The example above illustrates the path from occurrence on the production line where equipment failure was detected as an accident. We have to deal with unplanned downtime in these cases, so this workflow is critical to turn machinery back to life promptly. In some cases, machinery doesn’t have to stop completely when it comes to defects because, obviously, that can always be a bigger or smaller problem.
Let’s take an example from one of the customers of the CMMS QRmaint system—a company in the food processing industry. This company operates in the FMCG industry as a producer of ready-to-eat meals. Their production lines are built from machinery modules, and unfortunately, failure of a single module that isn’t replaceable costs the company unplanned downtime.
Businesses like this operate on very narrow revenue margins, as most companies do in the food production industry. Therefore, a quick fix is required, so a well-planned workflow is highly recommended for them to run the process smoothly. They also need to know what to do next when a machine is broken and have separate workflows for each piece of equipment to remain even more effective.
One exception in these cases is that maintenance technicians are also responsible for cleaning machinery after repairs due to high HACCP regulations (among others, HACCP is about food safety management procedures). This step is included in their workflow when they want to complete the maintenance process. In fact, using a CMMS brought significant improvement in workflow creation and planning.
Fault Reporting with CMMS System: The First Step in the Maintenance Workflow
We are emphasizing fault reporting here since the whole workflow involves transferring information and responsibility to assign appropriate tasks. To do this correctly, we need to accurately identify the problem on the production line, collect the necessary information, and alert the appropriate maintenance units.
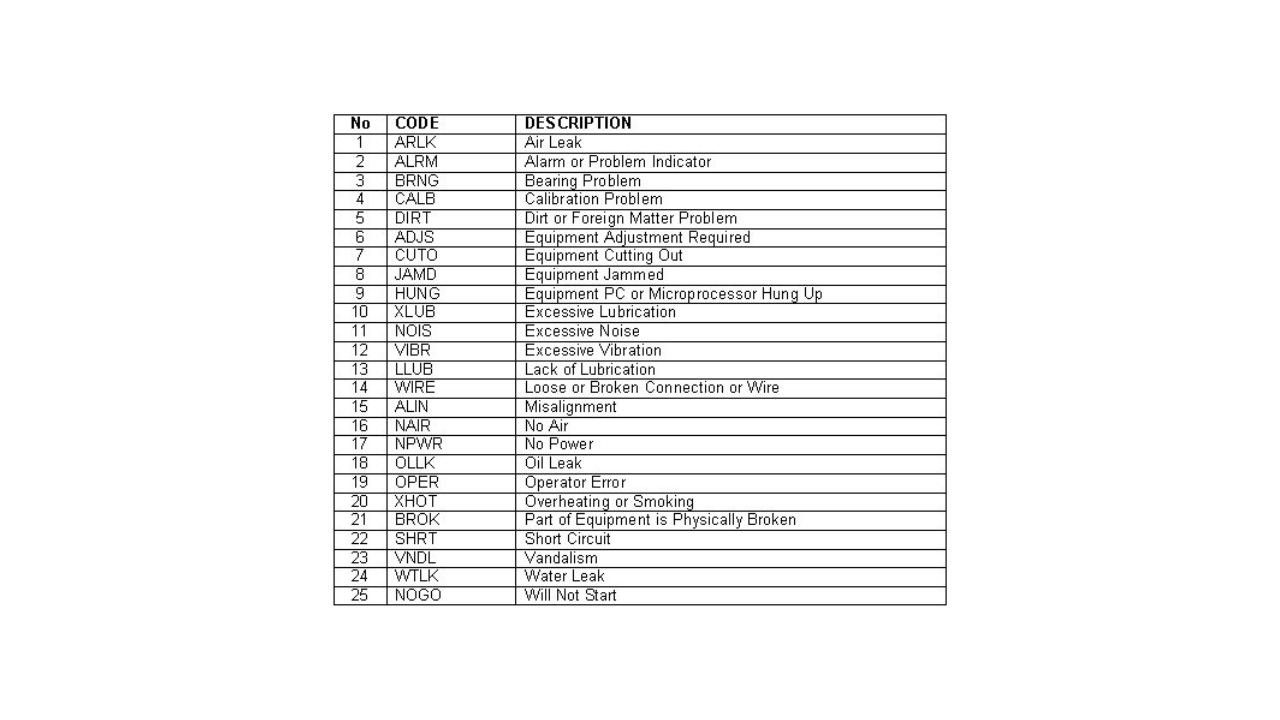
To this end, manufacturers have introduced failure codes to more accurately identify maintenance requirements. The failure codes for more effective reporting are created based on three types of code normalization systems:
Alphanumeric Codes: these are combined letters and numbers for easy identification (example: E012 Equipment Error, Code 12)
Numeric Codes: this type of code isusing numbers only for simplicity (example: 345 specific equipment failure)
Descriptive Codes: these codes use words or phrases to describe the failure (example: “OVERHEAT_ALARM”)
Examples of Failure Codes in Manufacturing
CNC Machine:
E001: Spindle motor failure
E002: Tool breakage
E003: Overcurrent error
Injection Molding Machine:
M010: Hydraulic system leak
M020: Nozzle temperature error
M030: Clamping unit malfunction
Conveyor System:
C101: Motor overload
C102: Sensor failure
C103: Belt slippage
Failure codes allow for the identification of problems without further manual description. While maintenance processes are broadly digitalized these days, companies are adapting features of CMMS systems that allow for fault reporting within clearly defined workflows. System CMMS is a perfect tool for maintenance departments to create smooth processes for tackling various issues with machinery and equipment malfunctions.
Functions for Failure Reporting in the CMMS System
Real-time Alerts and Notifications
Real-time alerts and notifications instantly inform production operators and maintenance technicians of irregularities. They allow for:
Faster problem identification
Minimized damage
Optimized response time
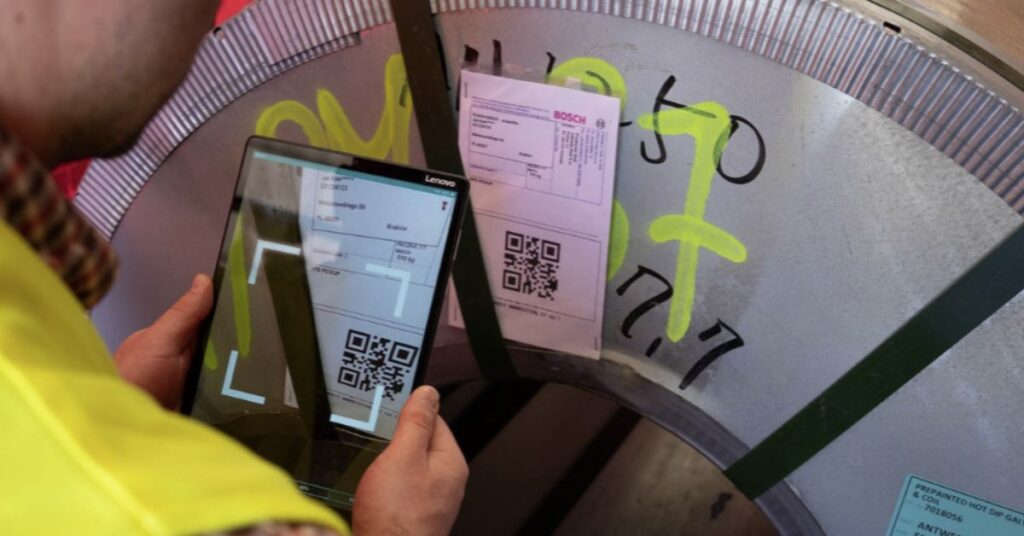
QR Code Scanning
QR codes placed on the equipment and machinery allow for fast reporting through scanning, a simple and efficient way to identify machines, equipment, and tools. This feature enables:
Easy location
Access to documentation
Data collection
Video and Photo Attachments
Attaching various media, such as photos and videos, to reports allows for the following:
More accurate diagnosis
Faster communication
Building a database and historical insight for next time maintenance work is done (often good video and photo can help see the problem more precisely)
Report Standardization
Standardized fault reporting ensures a smooth process, delivering also other advantages to the maintenance teams:
Consistent format
Easy search
Improved data quality
Utilizing Failure Codes
Failure codes that include a consistent description of each possible machinery dysfunction enable maintenance teams with:
Quick classification
Data analysis
Optimization of actions
Automated Task Assignment
After a fault code is detected, the CMMS system allows for automated task assignment to pick the right technician to solve specific issues or even select the person with a time window to do the task. The quick benefits here are converted into these:
Optimized workload
Increased efficiency
Reduced errors
Various Ways of Fault Reporting
The CMMS system provides a simple way to call a technician. It is based on an intuitive interface in the CMMS mobile app that allows for quick failure reporting. Another way to report faults is semi-automated, and, as we said above, it is about reaching the right person automatically and directing the report to the correct recipient from the maintenance team.
Centralized and Integrated Data Exchange System
A centralized data exchange system provides information to all stakeholders and managers, giving everyone a look into KPIs from Dashboards TV. So, maintenance teams can easily track downtime and see the volume of reported failures. This feature can be fully customized. Other benefits are:
A unified database
Easy access
Integration with other systems such as MES, SCADA, and ERP (for example, CMMS can replace SAP PM for maintenance as it provides more flexibility to SAP ERP users with a mobile app)
Dedicated Sound Alert
A dedicated audio alarm draws attention to urgent requests and enables immediate response. It also allows maintenance teams to detect a troubleshooting event before anyone looks at the mobile app screen.
Summary: CMMS Workflows
The above elements create a comprehensive breakdown of reporting workflow and execution within the CMMS system. This functionality enables your business operations with a top-notch planning process, fixing issues, and securing maintenance work end-to-end.
Most businesses still rely on manual jobs with paperwork and report machinery faults through phone calls. In this way, operations are losing crucial information that can allow them to act faster and more precisely.
The idea of switching maintenance fault reporting systems to CMMS isn’t new. Many companies are digitizing processes and workflows within their organizations. In this way, they are gaining competitive advantages and remaining top businesses in their industry.
Paweł Bęś
Paweł Bęś, Logistics and Maintenance Marketing Expert for QRmaint. He is a B2B marketer with 8 years of experience in the logistics industry in the Netherlands. His work included business analysis of distribution and supply chain operations of high-tech companies in EMEA and APAC. He was responsible for directing, coordinating, planning and supervising transportation tasks and internal operations. He is currently responsible for marketing activities at QRmaint, a company that provides CMMS systems for various industries.
We now have the ability to automate many of our standard maintenance processes, analyse in detail various parts of our businesses, and the performance of our equipment. We are able to plan shutdowns, technical change projects and operational maintenance procedures down to a very fine level of detail. As maintenance management generally makes up around 40 - 50 % of operational budgets, the savings made possible from increased efficiency and reduction of waste are staggering.
We now have the ability to automate many of our standard maintenance processes, analyse in detail various parts of our businesses, and the performance of our equipment. We are able to plan shutdowns, technical change projects and operational maintenance procedures down to a very fine level of detail. As maintenance management generally makes up around 40 - 50 % of operational budgets, the savings made possible from increased efficiency and reduction of waste are staggering.
Facility management personnel in all industries have waited a long time for computer technology to become applicable and affordable enough to implement in their respective maintenance efforts. In recent years, flexible, dependable and economical computerized maintenance management systems (CMMS) have become available to help fight the never-ending struggle to operate and maintain buildings of all shapes, sizes and functions.
Facility management personnel in all industries have waited a long time for computer technology to become applicable and affordable enough to implement in their respective maintenance efforts. In recent years, flexible, dependable and economical computerized maintenance management systems (CMMS) have become available to help fight the never-ending struggle to operate and maintain buildings of all shapes, sizes and functions.
Training for users of a computerized maintenance management system (CMMS) is a multiple-phase process. There are three areas of training needs: basic training, application (CMMS) training, and internal training.
Training for users of a computerized maintenance management system (CMMS) is a multiple-phase process. There are three areas of training needs: basic training, application (CMMS) training, and internal training.
The effectiveness of maintenance can make the difference between success and insolvency, between limping by financially and organizational excellence. Many companies and organizations consider their computerized maintenance management system (CMMS) and processes as catalysts for achieving a competitive advantage. Yet, good intentions are only part of the recipe for success.
The effectiveness of maintenance can make the difference between success and insolvency, between limping by financially and organizational excellence. Many companies and organizations consider their computerized maintenance management system (CMMS) and processes as catalysts for achieving a competitive advantage. Yet, good intentions are only part of the recipe for success.
The degree to which RCM analysis can contribute to profitability is directly variable with the quality and accuracy of the CMMS data on which the analysis is based. Because the technique is rigorous, its over-use will defeat the purpose and lead to cost overruns instead of savings. The way to optimize the RCM return is to apply the analysis strictly to the equipment and systems that will pay off from it, and to know this we must rely on the CMMS. This paper provides guidance for ensuring that the equipment data and history residing in a CMMS are complete and accurate; so that RCM analysis will be a success and positively impact a company’s bottom line, not hurt it.
The degree to which RCM analysis can contribute to profitability is directly variable with the quality and accuracy of the CMMS data on which the analysis is based. Because the technique is rigorous, its over-use will defeat the purpose and lead to cost overruns instead of savings. The way to optimize the RCM return is to apply the analysis strictly to the equipment and systems that will pay off from it, and to know this we must rely on the CMMS. This paper provides guidance for ensuring that the equipment data and history residing in a CMMS are complete and accurate; so that RCM analysis will be a success and positively impact a company’s bottom line, not hurt it.
Management today is never the same what was yesterday. And India, undoubtedly, has been one place that has witnessed radical changes in Management - be it Man Management, Money or Material Management. And it goes without saying that concept of "Lean" in all fields is the name of the game. Lean Organization, Reduced Vendor base, Shorter Production Cycle, Market Micro-segmentation and Skinned Distribution Points are all globally accepted jargons of the present day cost conscious world.
Management today is never the same what was yesterday. And India, undoubtedly, has been one place that has witnessed radical changes in Management - be it Man Management, Money or Material Management. And it goes without saying that concept of "Lean" in all fields is the name of the game. Lean Organization, Reduced Vendor base, Shorter Production Cycle, Market Micro-segmentation and Skinned Distribution Points are all globally accepted jargons of the present day cost conscious world.
Maintenance management is an around-the-clock challenge. Equipment failure can (and does) happen at inconvenient times–times when maintenance managers may be off-site and must rely on communication from technicians to convey problems and act efficiently. Mobile computerized maintenance management systems (CMMS) and applications provide live, synchronized status reports and other key features that can dramatically improve reaction time and efficiency.
Maintenance management is an around-the-clock challenge. Equipment failure can (and does) happen at inconvenient times–times when maintenance managers may be off-site and must rely on communication from technicians to convey problems and act efficiently. Mobile computerized maintenance management systems (CMMS) and applications provide live, synchronized status reports and other key features that can dramatically improve reaction time and efficiency.
The latest ARC Advisory Group study of the enterprise asset management (EAM/CMMS) software market profiles more than 80 maintenance application suppliers. This number of choices is enough to make any plant manager shudder. How can you pick the tool that is right for you? The tug-of-war between decision makers can make or break the success of an EAM/CMMS implementation. This article addresses the delicate balance of wants and needs, and how they apply in the application selection process.
The latest ARC Advisory Group study of the enterprise asset management (EAM/CMMS) software market profiles more than 80 maintenance application suppliers. This number of choices is enough to make any plant manager shudder. How can you pick the tool that is right for you? The tug-of-war between decision makers can make or break the success of an EAM/CMMS implementation. This article addresses the delicate balance of wants and needs, and how they apply in the application selection process.
Now that the best EAM/ CMMS application for your business has been selected, the deployment phase begins. But an EAM system is not a plug-and-play application. Will you miss out on some real operational savings? Will the data be clean enough to provide value in a production environment? Will processes be tailored to match the new system, or will they be optimized to improve business? Is the vendor knowledgeable about your specific industry or regulatory requirements?
Now that the best EAM/ CMMS application for your business has been selected, the deployment phase begins. But an EAM system is not a plug-and-play application. Will you miss out on some real operational savings? Will the data be clean enough to provide value in a production environment? Will processes be tailored to match the new system, or will they be optimized to improve business? Is the vendor knowledgeable about your specific industry or regulatory requirements?
A whopping 94.7 percent of plant maintenance managers feel they are not using their computerized maintenance management software system to its maximum capability, according to the results of a national CMMS survey conducted for Reliable Plant magazine by educator, consultant and author Kris Bagadia. “I knew that it was going to be a high percentage. I didn’t know it was going to be that high,” says Bagadia.
A whopping 94.7 percent of plant maintenance managers feel they are not using their computerized maintenance management software system to its maximum capability, according to the results of a national CMMS survey conducted for Reliable Plant magazine by educator, consultant and author Kris Bagadia. “I knew that it was going to be a high percentage. I didn’t know it was going to be that high,” says Bagadia.
What is a failure code? Quite simply, it is a code that illustrates why an asset failed or the reason that the asset failed. Codes can be a number which is cross referenced to a list of actual code descriptions or more conveniently a series of alphanumeric characters that are a logical abbreviation of their descriptions. However, with modern database technology and available disk space, the full descriptions are increasingly being used instead of alphanumeric codes.
What is a failure code? Quite simply, it is a code that illustrates why an asset failed or the reason that the asset failed. Codes can be a number which is cross referenced to a list of actual code descriptions or more conveniently a series of alphanumeric characters that are a logical abbreviation of their descriptions. However, with modern database technology and available disk space, the full descriptions are increasingly being used instead of alphanumeric codes.
The new general manager at Doe Run’s South-east Missouri Mining and Milling Division determined that inaccurate and incomplete maintenance data was a major contributing factor preventing effective management of maintenance costs. Management then decided to obtain the necessary knowledge and tools which would allow implementation and operation of an effective maintenance management program. The company chose to pilot a program at one of the mines, and depending on its success, the program would be expanded to other areas within the division.
The new general manager at Doe Run’s South-east Missouri Mining and Milling Division determined that inaccurate and incomplete maintenance data was a major contributing factor preventing effective management of maintenance costs. Management then decided to obtain the necessary knowledge and tools which would allow implementation and operation of an effective maintenance management program. The company chose to pilot a program at one of the mines, and depending on its success, the program would be expanded to other areas within the division.
An elephant is a large animal and it is doubtful anyone would want to eat one. But the old proverb, with a little twist, has a similar paradox to implementing a computerized maintenance management system (CMMS). Not developing the proper steps to implementation may lead a company to failure.
An elephant is a large animal and it is doubtful anyone would want to eat one. But the old proverb, with a little twist, has a similar paradox to implementing a computerized maintenance management system (CMMS). Not developing the proper steps to implementation may lead a company to failure.
Most, if not all, companies use CMMS systems to oversee their maintenance activities. From home-grown systems to complete ERP systems, leveraging technology allows companies to more efficiently and effectively manage their maintenance, repair and operations activities. So as a core maintenance function, surely routine, lubrication-related preventive and predictive activities such as regreasing motor bearings, taking oil samples, and executing oil top-offs and inspections belong in the CMMS system like any other maintenance task, right?
Most, if not all, companies use CMMS systems to oversee their maintenance activities. From home-grown systems to complete ERP systems, leveraging technology allows companies to more efficiently and effectively manage their maintenance, repair and operations activities. So as a core maintenance function, surely routine, lubrication-related preventive and predictive activities such as regreasing motor bearings, taking oil samples, and executing oil top-offs and inspections belong in the CMMS system like any other maintenance task, right?
In this year literally billions of dollars will be spent, in many different countries, on implementing CMMS and enterprise level systems. Some corporations, such as RIO TINTO and BHP, have attempted to circumvent a lot of this cost by developing implementation templates for use across their global operations.
In this year literally billions of dollars will be spent, in many different countries, on implementing CMMS and enterprise level systems. Some corporations, such as RIO TINTO and BHP, have attempted to circumvent a lot of this cost by developing implementation templates for use across their global operations.
Defining the real need for new software and staying focused is tricky. There are so many variables along the way to a good software implementation that falling off the track is easy. There has to be a central theme to guide the decisions that will be made during the process. Simple steps early in the project keep decisions simple when times get tough.
Defining the real need for new software and staying focused is tricky. There are so many variables along the way to a good software implementation that falling off the track is easy. There has to be a central theme to guide the decisions that will be made during the process. Simple steps early in the project keep decisions simple when times get tough.
This call to action is being driven by reductions in resources, increased desire to maximize capacity utilization, the need to optimize operational performance, and the need to ensure that we are in compliance with company goals, targets and corporate responsibilities. We are being asked to do more with less. Data management is an essential element of the solution to this challenge.
This call to action is being driven by reductions in resources, increased desire to maximize capacity utilization, the need to optimize operational performance, and the need to ensure that we are in compliance with company goals, targets and corporate responsibilities. We are being asked to do more with less. Data management is an essential element of the solution to this challenge.
Good Computerized Maintenance Management Software (CMMS) that schedules preventive maintenance work orders on your equipment is an integral component of any efficient maintenance department. Preventive and scheduled maintenance, efficiently scheduled, will not only reduce your maintenance costs, but will minimize emergency repairs and downtime, resulting in an increase in overall profitability.
Good Computerized Maintenance Management Software (CMMS) that schedules preventive maintenance work orders on your equipment is an integral component of any efficient maintenance department. Preventive and scheduled maintenance, efficiently scheduled, will not only reduce your maintenance costs, but will minimize emergency repairs and downtime, resulting in an increase in overall profitability.
Industry pacesetters use real-time equipment data to prioritize and optimize their maintenance resources. The process is straightforward in concept: use real-time data to determine the equipment health, but only inform the Computerized Maintenance Management System (CMMS) when maintenance is actually necessary. From there, the CMMS automatically produces the work order and uses the workflow that is already familiar to all maintenance personnel.
Industry pacesetters use real-time equipment data to prioritize and optimize their maintenance resources. The process is straightforward in concept: use real-time data to determine the equipment health, but only inform the Computerized Maintenance Management System (CMMS) when maintenance is actually necessary. From there, the CMMS automatically produces the work order and uses the workflow that is already familiar to all maintenance personnel.
CMMS systems, as we have come to know them, come basically from two distinct families. These are ERP systems such as SAP, JDE and the PRONTO system and EAM systems such as Epac, MIMS and a plethora of other systems. When most maintenance practitioners refer to CMMS systems they are in reality talking about EAM systems.
CMMS systems, as we have come to know them, come basically from two distinct families. These are ERP systems such as SAP, JDE and the PRONTO system and EAM systems such as Epac, MIMS and a plethora of other systems. When most maintenance practitioners refer to CMMS systems they are in reality talking about EAM systems.
For most companies, gone are the days when users were forced to conform to a rigid framework dictated by the CMMS vendor and strictly controlled by the Information Systems department. Users today enjoy freedom to customise the content, look and feel of their CMMS environment on a variety of devices, from handhelds to desktops. With modern computers and software, users are overwhelmed with choices.
For most companies, gone are the days when users were forced to conform to a rigid framework dictated by the CMMS vendor and strictly controlled by the Information Systems department. Users today enjoy freedom to customise the content, look and feel of their CMMS environment on a variety of devices, from handhelds to desktops. With modern computers and software, users are overwhelmed with choices.
This paper presents an overview of an integrated process for system maintenance, fault diagnosis and support. The solution is based on Qualtech System, Inc.’s (QSI’s) TEAMS toolset for integrated diagnostics and involves several key innovations. As a showcase of the integrated solution, QSI, along with Antech Systems and Carnegie Mellon University (CMU), have recently completed a research project for the Information Technology Branch at the Naval Air Warfare Center–Aircraft Division (NAWC-AD) in St. Inigoes, MD. The entire system, termed ADAPTS (Adaptive Diagnostic And Personalized Technical Support), provides a comprehensive solution to integrated maintenance and training.
This paper presents an overview of an integrated process for system maintenance, fault diagnosis and support. The solution is based on Qualtech System, Inc.’s (QSI’s) TEAMS toolset for integrated diagnostics and involves several key innovations. As a showcase of the integrated solution, QSI, along with Antech Systems and Carnegie Mellon University (CMU), have recently completed a research project for the Information Technology Branch at the Naval Air Warfare Center–Aircraft Division (NAWC-AD) in St. Inigoes, MD. The entire system, termed ADAPTS (Adaptive Diagnostic And Personalized Technical Support), provides a comprehensive solution to integrated maintenance and training.
Much has been written in the past about the implementation of maintenance software (CMMS systems). This article takes a slightly different approach in that it attempts to explain some of the pitfalls associated with first time implementation in SME's. It suggests a "try before you buy" approach, which stages the maintenance software implementation to reduce both risk and cost. Tales of failed implementations abound and failure rates of 40% to 80% are commonly quoted. Real statistics are hard to come by but the following data is both relevant and current.
Much has been written in the past about the implementation of maintenance software (CMMS systems). This article takes a slightly different approach in that it attempts to explain some of the pitfalls associated with first time implementation in SME's. It suggests a "try before you buy" approach, which stages the maintenance software implementation to reduce both risk and cost. Tales of failed implementations abound and failure rates of 40% to 80% are commonly quoted. Real statistics are hard to come by but the following data is both relevant and current.