Preventive vs. Reactive Maintenance Part 4: Steam Generation Series
Brad Buecker, President, Buecker & Associates, LLC
Posted 5/28/2024
Introduction
The principles outlined in Part 1, Part 2, and Part 3 of this series are in large measure designed to protect boilers from corrosion and scale formation, and the failures/shutdowns that often result. However, the discussion does not stop there. Comprehensive chemistry monitoring, proactive equipment inspections, and preventive maintenance are necessary to also protect steam systems and turbines. These concepts are sometimes not contemplated as much as they should be. In this article, we will examine how both proper boiler chemistry monitoring and conscientious steam system maintenance are necessary for reliable and safe operation. A key takeaway, that hopefully has been a recognizable thread throughout these installments, is the importance of training. Too often, the author has visited plants where the water treatment/steam generation personnel were undertrained and/or not given the proper tools for the job.
Reviewing Some Drum Boiler Fundamentals
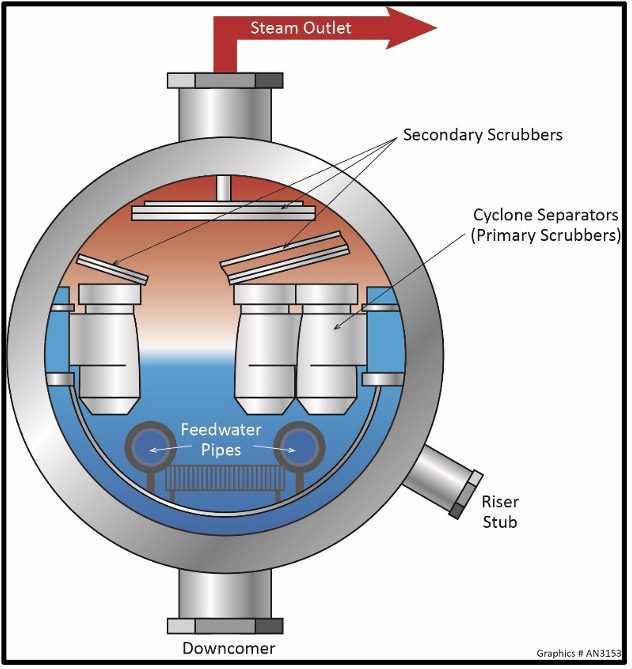
Most industrial boilers are of the drum type, in which steam is extracted from the circulating boiler water in the steam drum. Some moisture is always entrained with the steam, and, to a lesser or greater extent depending upon boiler pressure and design, the steam drum has a combination of internal water-steam separators to remove entrained water droplets and return them to the drum water. The figure below shows a common configuration.
However, even with well-designed water/steam separators, the steam exiting the drum will still contain some entrained moisture. Figure 2 illustrates the general influence of boiler pressure on this mechanical carryover.

The moisture contains dissolved solids, an aspect that plays a large part in boiler water chemistry guidelines to limit impurity transport to the steam system. The data below illustrates boiler water chemistry limits as a function of pressure, per the mechanical carryover effect shown in Figure 2.
![“Suggested Water Chemistry Targets Industrial Water Tube [Boiler] with Superheater”](https://maintenanceworld.com/wp-content/uploads/2024/05/BB4.3-1024x791.jpg)
From a chemistry perspective, trained personnel are critical for evaluating both the basics and nuances of steam-generation chemistry, and who can react to upset conditions and take the proper corrective measures. In the case history from Part 2 of this series, which outlined a severe case of superheater fouling at an organic chemicals plant, operators with, as it became obvious, no real chemistry training were responsible for analyzing the very few and rudimentary samples from the condensate return.
In another example, the author was involved in a situation where an entire 1,250 psig drum boiler had to be retubed because the operators had a “water is water” mindset and operated the unit for three weeks with a large steam surface condenser leak. (3) Under-deposit corrosion and hydrogen damage caused failures throughout the boiler. This incident, and another not long after, convinced plant management to fund and assign to this author installation of a comprehensive on-line water/steam chemistry monitoring system. In that regard, for many years grab sampling with follow-up benchtop analyses was the common procedure for most measurements.
However, analytical instrument technology has advanced dramatically in the last several decades. The power industry has been a big leader in this development, and reliable on-line instrumentation is available for real-time continuous measurements of pH, specific conductivity, conductivity after cation exchange (CACE), sodium, hardness, dissolved oxygen, and other parameters. Many instruments can measure impurity concentrations to low- and sometimes even sub-part-per-billion (ppb) levels.
Chemistry upsets have been known to cause boiler tube failures within days and sometimes even hours, so the ability to instantly alert plant personnel to problems is extremely valuable. Modern computer software and the continuing progress in artificial intelligence (AI) allows tracking of even subtle changes in parameters and gives personnel advance warning of potential problems.
Proactive Maintenance
Several mechanical and operational issues can also contribute to impurity ingress to steam. These include:
- Damaged water/steam separators
- Direct admittance via attemperator sprays used for steam temperature control.
- Foaming induced by high levels of dissolved solids in the boiler water.
- Rapid boiler load swings or poor drum level control
- Vaporous carryover of some impurities (primarily silica) or decomposition of alkalizing amines used for feedwater pH control.
From a mechanical perspective, visual inspection of drum internals is a must during every scheduled maintenance outage. Detailed procedures should be in place and materials in stock to repair any damaged or failed internal components. A proactive measure to detect separator damage with the unit on-line is periodic comparison of boiler water and saturated steam sodium concentrations. If the sat-steam sodium level rises substantially without a noticeable change in boiler water concentration, a separator failure is a likely culprit.
On the other hand, if superheater sodium rises without a corresponding boiler water or saturated steam change, it is quite possible that impurities are being admitted through superheater attemperator sprays. Many low-pressure boilers may not have a steam attemperator system, but it is a common feature for high-pressure utility steam generators. However, if comprehensive analytical instrumentation is in place, contamination should first appear in feedwater samples.
Referring again to the case history in Part 2 of this series, and the foaming problem caused by condensate-return contamination, the most proactive approach for similar cases is to find and repair heat exchanger leaks and eliminate the contamination sources. This can be a daunting and difficult task. The next best alternative is condensate polishing, but project developers may reject polishers to save on capital costs. The long-term savings with a polisher in place would have been much greater than the short-term savings by eliminating it from the project.
Rapid load swings or poor drum level control can be problematic. Drum level surges may transport excessive water through the water/steam separators and into the steam system. This can cause thermal stress and deposition of dissolved solids from the boiler water. Conversely, cases are well-known where a failed level controller has allowed the drum to empty and then expose boiler tubes to the heat of the furnace without water cooling. Tube failures may be very rapid in these situations.
Some Quick Comments About Steam Traps
This author cannot claim to be a steam trap expert, but the subject requires a bit of discussion. Large industrial plants may have hundreds of traps scattered throughout the facility. Steam traps separate condensate from steam and gases such as oxygen and carbon dioxide. They may be in place on live steam lines, at the condensate discharge from heat exchangers, and elsewhere in condensate return systems. (4) Traps are very important to maintain steam system efficiency and to minimize corrosion, but it may be easy for the plant staff to forget about the traps or overlook some without a formal inspection plan. (We will again consider this “out of sight, out of mind” issue in an upcoming series on cooling systems.) Various tools are available to assist the staff in evaluating trap performance, including sonic devices for detecting flow and thermal imaging equipment to evaluate the temperature of the various inlet and outlet streams.
Conclusion
Chemistry deviations that occur in condensate/feedwater systems or boilers can have a direct impact on steam purity. Purity can also be affected by mechanical equipment failures, including water/steam separators. The effects in steam systems can range from minor in low-pressure applications to potentially catastrophic if corrosion causes failure of a rotating turbine blade(s) in high-pressure units. The discussion above highlights some, but certainly not all, issues for plant personnel to address as part of a performance and maintenance program.
References
- B. Buecker (Tech. Ed.), “Water Essentials Handbook”; 2023. ChemTreat, Inc., Glen Allen, VA. Currently being released in digital format at www.chemtreat.com.
- Consensus on Operating Practices for the Control of Feedwater and Boiler Water Chemistry in Industrial and Institutional Boilers, 2021, The American Society of Mechanical Engineers, New York, NY.
- B. Buecker, “Condenser Chemistry and Performance Monitoring: A Critical Necessity for Reliable Steam Plant Operation”; from the Proceedings of the 60th Annual International Water Conference, October 18-20, 1999, Pittsburgh, Pennsylvania.
- Woodruff, E.B., Lammers, H.B., and T.F. Lammers, Steam Plant Operation, Eighth Edition, McGraw-Hill, New York, NY, 2005.

Related Articles

A Twist on Particle Evaluation: Redefining the ISO Cleanliness Code

Steam Maintenance: Inspect Steam Traps for Efficient System
Temperature Shock of Hydraulic Components and How to Avoid it

Why Temperature Affects Lubricants

Brinelling of Bearings

10 Reasons Why You Should Audit Your Vibration Monitoring Program NOW!