Prevent Flange Leaks with Proper Bolting Practices
Mike Sondalini, PWW EAM Consultant, Equipment Longevity Engineer – with permission of BIN95 Business Industrial Network
Posted 8/1/2024
Introduction
Prevent flange leaks with proper bolting practices. Bolts and gaskets behave like springs and unless flange bolts and nuts are properly tensioned the flange will leak. The correct tightening torque depends on bolt diameter, material of construction, process pressure and bolt fabrication.
A Bolt is not a Bolt
A bolt is not a bolt – it is a spring! When tightening a bolt, you are tensioning or slackening a spring. The sketches below show how a spring can be considered to replace the bolt pulling the flanges together.
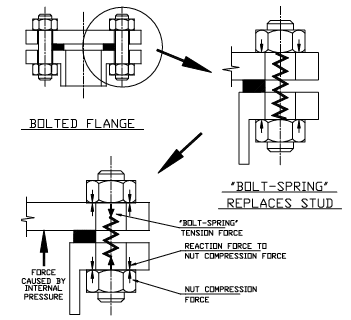
In this article a bolt is referred to as a ‘bolt-spring’. The bolt-spring must pull the flanges together more than the forces acting to push them apart. If the ‘bolt-spring’ is too loose, the pressure stretches the bolt and the flange leaks. To prevent the flanges separating, the bolts are preloaded (stretched). Bolt torque figures are calculated to produce a bolt stretched to at least 65% of its yield strength. Yield strength is the stress at which the bolt shank starts to deform permanently (Take it beyond this & it will snap off.).
A Gasket is not a Gasket
When a gasket is sandwiched between flanges it behaves both as a seal and a spring. The sketch below is the same as the previous except the gasket is now turned into a spring like material. In this article it will be referred to as a ‘gasket-spring’.
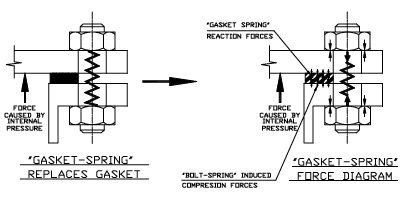
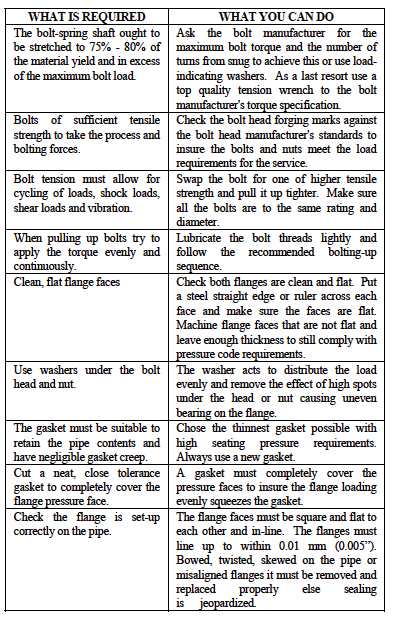
A ‘gasket-spring’ will creep with time or temperature. Gasket creep is the gradual deformation (squeezing) of the gasket when sandwiched between flanges. The spring tension in the gasket slackens off. Gasket creep may require that flanges be re-tensioned periodically. It is often necessary to check the bolt manufacturer’s and the gasket manufacturer’s torque tables to select the highest torque to be used. To prevent a flange leak there are a few things to check. The following table will provide some guidance.
Tightening the Bolt and Nut
Tightening bolts by ‘feel’ is the most inaccurate method to use. Because everyone has a different ‘feel’ the likelihood of error is 35%. Using a torque wrench has a 25% error. Number of turns from snug a 15% error. Using load indicating washers a 10% error. Measuring change in bolt length has 5% error. Measuring bolt stress is the most accurate method with a 1% error.
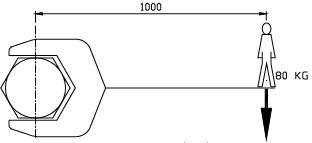
The sketch below gives you an idea of how to gauge torque. Torque is the measure of twist produced by a force applied at a perpendicular distance from the point of twist. The sketch shows an 80kg man standing on a one-meter-long horizontal bolt spanner. This man is applying about an 800 Newton meter (Nm) torque (80 kg x 10 m/sec2 = 800 Nm. But this is at sea level under full gravity, in outer space, where the man would have no weight, he could not apply a torque by this method). If the spanner were 500mm long (half the previous length) the torque would be 400 Nm and if it were 300mm long, the torque would be about 250 Nm.
The assembly torque recommended for high tensile 20mm bolts to give 75% yield stress is about 550Nm. A man tightening a 20mm diameter flange bolt with a 300mm, or even a 450mm, long spanner would probably not generate enough force to properly tension the bolts. On bolts of 20mm diameter and larger, depending on the pressure in the pipe and the type of gasket, it may be necessary to use an extension arm on the spanner or a hydraulic nut tensioner to get the needed torque.
Bolt Thread Surface Finish
Note that the surface finish of the bolt and nut threads also affects the amount of torque needed to preload (stretch) the bolt. A dry galvanized bolt thread produces more friction between bolt and nut threads than one that is nicely machined and oiled. Tightening on dry galvanized threads would get less stretch in the bolt than tightening on a machined and oiled thread for the same amount of torque. Tables are available that give factors by which to increase or decrease the manufacturer’s recommended bolting-up torque. They vary from 2.1 for a dry galvanized thread to 0.7 for a nicely machined and oiled thread.
Bolting-up Sequence
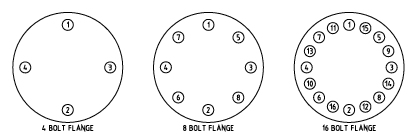
The drawing below of blank flanges with flange bolt-holes shows the sequence to adopt when doing up flanges. Lightly lubricate the bolt threads after de-burring them. Insert the bolts into the flange holes and start by pulling-up all bolts finger tight. Then in the order shown, pull-up the bolts to half torque, again in the order shown, pull-up the bolts to the final torque, finally go back over all the bolts, in the order shown, and re-torque them again to the final torque to confirm all are correct. This method will sandwich in place and load up the ‘gasket-spring’ evenly.

Related Articles

Test for Pumping System Efficiency
The 7 Secrets of Pump Reliability
How to Extend Bearing Life
What the Pump Was Designed to Do and Why it Doesn't Do it
What are Angular Contact Bearings?
Experiences with Magnetic Drive Pumps


