A Review of Major Corrosion Issues in Industrial Water Systems Part 3: Pitting
Brad Buecker, SAMCO Technologies
Posted 5/19/2026
Introduction
As has already been noted in this series, localized corrosion is usually much more problematic than general corrosion in industrial water systems. Pitting is probably the most well-known localized corrosion mechanism, and it is influenced by water chemistry, equipment metallurgy, and physical factors such as temperature, fluid velocity, flow configurations, etc. In this installment, we will examine several pitting examples, particularly as they relate to some of the most common materials utilized in cooling water systems and water-cooled heat exchangers. A later article will focus on a very destructive phenomenon, oxygen corrosion of carbon steel, but that discussion will outline the importance of corrosion control during both normal operation and when equipment is offline. Read Part 1 and Part 2.
Pitting
A starting point for this section comes from a rather common mindset. Over the years, some of my former power plant colleagues and contacts at industrial plants, when faced with water-side corrosion issues, offered the knee-jerk reaction, “Just use stainless steel; that will solve the problem.” First, a blanket statement such as this is erroneous, as many grades of stainless steel (SS) are available, with the best choice depending on technical and economic criteria. Second, people often think the word “stainless” means “stain free,” which is not accurate. Third, and this issue can dwarf all others, is that in some applications, selection of an incorrect grade of SS has led to rapid pitting, and in fact, “Failures of both 304 and 316 [stainless steel] condenser tubes have been known to occur in three weeks.1

Per the discussion of fundamental corrosion electrochemistry in Part 1 of this series, pits are stationary anodes that allow corrosion to penetrate deeply into the metal. “Once a pit is initiated, the environment in the pit is usually more aggressive than the bulk solution because of the pit’s stagnant nature.1
Well-known is the potential for chloride pitting of two very common condenser tube materials, the 304L and 316L austenitic stainless steels. (L stands for low carbon. The primary composition of these alloys was outlined in Table 2 of Part 1 of this series.) The key feature of all stainless steels is 11% or greater chromium (Cr) in the alloy.3 Chromium induces formation of a protective oxide layer on the steel surface; however, the layer is not impervious to some elements, most notably chloride, which in sufficient concentration will penetrate the oxide film and initiate pitting.
Knee-Jerk Selection of 304L and 316L SS for Condenser Tubes
Along with several colleagues, one of my tasks for two years at an EPC (engineer, procure, construct) firm was to review the water/steam chemistry details of combined cycle power plant specifications submitted by outside design engineering companies. Invariably, each specification called for 304L or 316L SS as the steam surface condenser tubing material. All of the proposed plants had a recirculating cooling system, i.e., a cooling tower at the heart of the cooling system network. The bulk of heat transfer in a cooling tower comes from evaporation of a small amount of the circulating water, but this process “cycles up” the circulating water concentration. Common is a 4, 5, or 6-fold increase (and perhaps greater for facilities located in arid locations). The concentrating effect often moves chloride levels significantly above recommended limits of the stainless steels, and especially 304L. It seemed obvious that the design engineers had no understanding of this potential corrosion issue.
Accordingly, resistance to chloride pitting should be a major factor in water-cooled heat exchanger materials evaluations. A well-known guide is the pitting resistance equivalent number (PREn) chart as shown below.
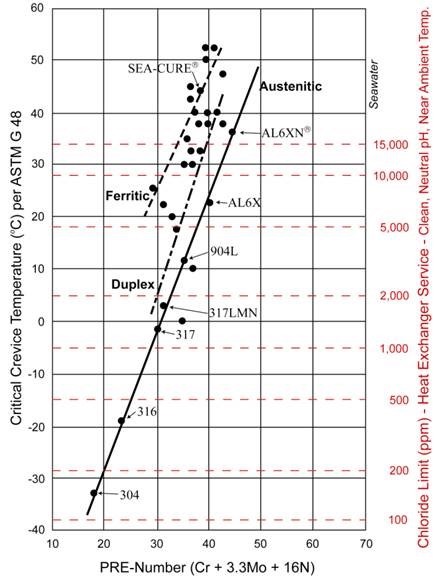
“Several alloying elements, such as chromium, molybdenum, and nitrogen promote chloride resistance in this group of alloys, [but] not all have the same effect. . . . PREn represents the ‘Pitting Resistance Equivalent’ number.
PREn = %Cr + 3.3Mo + 16N
The higher the PREn, the more chloride resistance an alloy will have. It is interesting to note that nickel, a very common stainless steel alloying element [and a primary alloy of the 300-series austenitic stainless steels], has little or no effect on chloride pitting resistance.” 1 Higher-alloy materials beyond the 300 stainless series are recommended for cooling waters with appreciable chlorides. For highly brackish waters and seawater, the ferritic and super-ferritic alloys, e.g., SEA-CURE®, are better choices.
Consider another chloride-induced pitting example from a wet flue-gas desulfurization (WFGD) system at a coal-fired power plant where the author served as a process specialist. Illinois coal typically contains small but appreciable amounts of chlorine, which, following combustion, converts to soluble chloride salts in wet scrubbers. The chlorides entered solution in each lead vessel (quencher) of the two scrubber trains. In this case, the WFGD supplier chose 904L stainless steel as the quencher vessel material, which is one of the metals shown on the PREn chart above. As can be seen, the recommended maximum chloride limit is around 3,500 ppm. Chloride concentrations in this now-retired scrubber often exceeded 10,000 ppm. As might be surmised, pitting became problematic in the quenchers. At one point, plant management hired a contractor to apply an organic coating to the quencher walls, but the material could not withstand the aggressive environment.
An issue we will touch upon in in a later piece is that pitting can initiate and enable other corrosion mechanisms including corrosion fatigue and stress corrosion cracking (SCC).
Beware of Sulfides
Another impurity that can cause severe pitting is the sulfide ion (S2-). Sulfide is typically not a problem in freshwater supplies, but significant concentrations exist in some groundwaters, and of course petroleum refinery plant personnel must deal with hydrogen sulfide (H2S) and other corrosive compounds in raw crude and intermediate process streams.
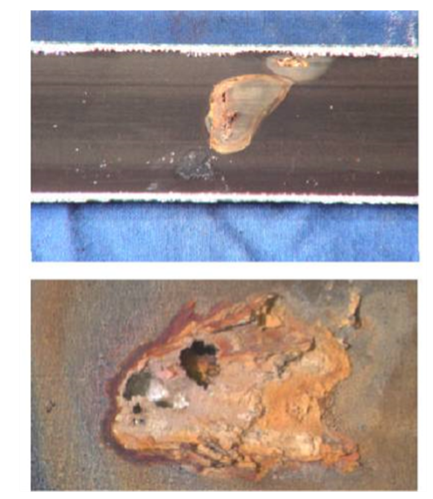
Consider the following unique example that illustrates the extreme corrosion potential of sulfides. A contractor replaced the aging Admiralty brass (70% Cu, 29% Zn, 1% Sn) tubes in a condenser with (usually) more durable 90-10 copper-nickel alloy. Within 18 months, numerous through-wall penetrations appeared in the new condenser tubes.
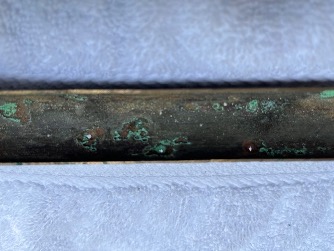
Subsequent investigation revealed that the material supplier had used a sulfide-containing lubricant during fabrication but did not completely remove the lubricant before shipping the product. The sulfides attacked the tubes in thousands of locations. As in the MIC example from Part 2, this condenser required a complete tube replacement.
Regarding copper alloy corrosion, Reference 3 offers an example of the complexity of evaluating corrosion potential in a very practical application. For many years, copper served as the tubing material for most home plumbing and small commercial water systems. But copper “can suffer three well-documented types of pitting corrosion, depending on specific conditions in the water it carries.
- Type I pitting is associated with hard or moderately hard waters with a pH between 7 and 7.8 and is most likely to occur in cold water. The pitting is deep and narrow, and results in pipe failure.
- Type II pitting occurs only in certain soft waters, with a pH below 7.2 and occurs rarely in temperatures below 60oC. The pitting that occurs is narrower than Type I but still may result in pipe failure.
- Type III pitting occurs in cold soft waters having a pH above 8.0. It is a more generalized form of pitting, which tends to be wide and shallow and results in blue water, by-product releases, or pipe blockage.” 3
This data reinforces the concept that seemingly minor differences in water chemistry may in fact be quite damaging to certain materials if placed in the wrong environment.
Manganese Pitting, Yet Another Surprising Corrosion Example
Numerous water-cooled heat exchangers, including many along the Ohio River, have been plagued by manganese-influenced pitting. Even at concentrations as low as 0.02 ppm, dissolved manganese can be oxidized to manganese dioxide (MnO2) by chlorination. The reaction produces a thin, varnish-like coating on heat exchanger surfaces.

The manganese deposits are strongly cathodic to the underlying metal and can cause severe localized corrosion.
304 and 316 SS are very susceptible to manganese deposit corrosion, but it can also affect admiralty brass, aluminum brass and copper-nickel alloys. Other factors that induce MnO2 formation include elevated pH, aeration, and sometimes catalytic influences by the metal surface itself. The MnO2 layer can be oxidized to permanganate (MnO4) by chlorine. Permanganate dissolves the base metal, and in the process is reduced back to MnO2. The cycle repeats during each chlorination. Manganese corrosion is apparently not a major problem with mild steel, possibly because other corrosion products prevent manganese from forming a uniform and dense deposit.2
Note and Disclaimer
Hopefully, the examples presented so far in this series illustrate that corrosion can manifest itself in many forms, and that plant personnel should consult with technical experts regarding design and operating parameters for both metallic and non-metallic equipment at their facilities. (In fact, as I was finishing this installment, a brief report appeared in my computer inbox about degradation of internal plastic components, designed to handle organic fluids, that had been misapplied in a bleach pump feeding oxidizing biocide to cooling water.) A prime information resource is the Association for Materials Protection and Performance (www.AMPP.org), formerly known as the National Association of Corrosion Engineers (NACE).
The following installments will highlight additional important localized corrosion mechanisms, followed by discussion of corrosion monitoring methods and control techniques.
References
- Janikowski, D., “Factors for Selecting Reliable Heat Exchanger Tube Materials”; presented at the 33rd Annual Electric Utility Chemistry Workshop, June 11-13, 2013, Champaign, Illinois.
- Post, R., Buecker, B., and Shulder, S., “Power Plant Cooling Water Fundamentals”; pre-workshop seminar for the 37th Annual Electric Utility Chemistry Workshop, June 6, 2017, Champaign, Illinois.
- P.R. Roberge, ed., Corrosion Basics: An Introduction, Third Edition, NACE International (now the AMPP), Houston, Texas, 2018.

Related Articles
Increasing Pump Reliability and Life
Maintenance Equipment: Basic of Centrifugal Pumps
The API Gland

How Can I Extend the Performance Range of Standard Cartridge Mechanical Seals?

Costs and Capabilities of Pneumatic, Electric Actuators