Selecting the right pump can pose a significant challenge due to the extensive array of options available for different applications. Each type of pump comes with distinct advantages and disadvantages that necessitate careful evaluation. In this article, we provide a comprehensive overview of prevalent pumping technologies and delve into the limitations associated with pump selection per applications.
Selecting the right pump depends on several important factors, and it’s crucial to consider your project goals and design objectives. One key factor to keep in mind is the cost of downtime, which can have a major impact on your decision-making process. Sometimes, just one hour of downtime can be as expensive as purchasing a new pump. In such cases, the initial price of the pump becomes less important compared to its reliability. However, for less critical applications, factors like the pump’s price, ongoing operational costs, and its overall reliability play a more significant role in determining which pump offers the best value.
Two other important factors that significantly impact pump selection are the properties of the fluid being handled and the specific conditions of the process. Various variables, including viscosity, pressure, flow rate, density, chemical compatibility, temperature range, vapor pressure, the presence of suspended or dissolved solids, and the consistency of the fluid, all need to be carefully taken into account when choosing the right pump. Furthermore, unique considerations specific to each application must be addressed. For instance, is the product sensitive to shear forces or prone to foaming? Does it have a potential for ignition or explosion? Is there a requirement for high-purity materials and finishes in handling the process fluid? Is clean-in-place capability necessary for the application, or are there environmental and safety concerns that must be considered? These questions are essential in making an informed decision.
PD vs. Centrifugal Pump Selection
Once all project details are understood, the next step is to decide which type of pump is the best fit for the application. For a novice the sheer number of pump technologies can be overwhelming. It is important to first understand the difference between positive displacement (PD) and centrifugal pumps and when to use each technology.
The conventional definition states that a PD pump captures and transfers a fixed amount of fluid per cycle. A centrifugal pump imparts velocity onto fluid through rotational force. This is not incorrect, but it may not be immediately useful to someone tasked with make a pump selection on a new application. A more practical difference is that centrifugal pumps have a high level of volumetric slip, causing them to limit pressure output. As centrifugal pumps experience more pressure downstream, they produce less flow. While this can also be true of PD pumps, they tend to experience significantly less volumetric slip, allowing them to push past line resistances with little to no change in volumetric displacement. Opposed to a most centrifugal pumps, pressure will continue to increase until a secondary limiting component relieves pressure or the pump motor overloads.
Consequently, centrifugal pumps are typically better suited for applications requiring higher flow rates at low to medium pressures. Additionally, they work optimally with thinner fluids, typically below 500 cP. If your process fluid exceeds 200 cP, it’s advisable to consult the pump manufacturer. While some Positive Displacement (PD) pumps can achieve similar flow rates to centrifugal pumps, the cost can become prohibitive as flow increases. It’s also worth noting that the pressure generation characteristics of PD pumps necessitate a heightened level of safety considerations to prevent the risk of catastrophic over pressurization..
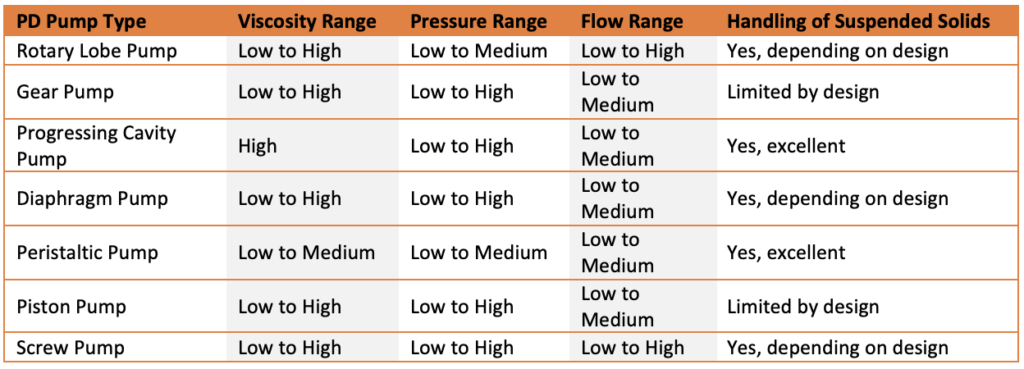
Positive Displacement (PD) pumps excel when it comes to handling viscous fluids. In fact, it’s quite common for a rotary PD pump to maintain 100% volumetric displacement with viscosities exceeding 500 cP. PD pumps are also frequently employed in low-viscosity scenarios, typically in applications with low flow rates and higher pressures. Additionally, PD pumps are the top choice for applications that demand precision metering or dosing, making them an ideal solution for these specific needs.
Selecting the Right PD Pump
Once you’ve determined that a Positive Displacement (PD) pump is the optimal choice for a particular application, the next decision is to specify the type of PD pump that suits your needs. PD pumps can be categorized into two primary groups: reciprocating and rotary pumps.
In essence, reciprocating pumps operate by displacing fluid through the linear motion of components like diaphragms, pistons, or plungers. The direction of fluid flow is regulated by check valves. Conversely, rotary pumps utilize a motor-driven rotor or multiple rotors to displace fluid.
In practice, piston and plunger pumps are typically best suited for high-pressure, lower-viscosity applications. However, there are exceptions, notably in applications such as concrete pumping, fracking, grease lubrication systems. Diaphragm pumps, on the other hand, offer versatility and can efficiently handle a wide range of products, especially at lower pressures.
Because reciprocating pumps operate with linear pumping mechanisms, it’s more common to utilize compressed air to drive them. However, motor-driven reciprocating pumps equipped with cam shafts are also utilized. Additionally, plunger and piston pumps excel in applications that demand high-pressure flow through a nozzle, such as paint sprayers, pressure washers, inline cleaners, and glue application systems.
Rotary Positive Displacement pumps encompass a diverse range of pump types, as depicted in Image 1. These pumps are primarily distinguished by their rotor and stator/housing designs. A common characteristic among them is the minimal to no clearance between the rotor and housing or stator.
Vane, eccentric disc, progressive cavity, and peristaltic pumps are examples of designs that feature contacting rotors or vanes. This attribute empowers these pumps to excel in displacing liquids with lower viscosities. Progressive cavity pumps, in particular, exhibit remarkable versatility, capable of handling high to low viscosity products, even those with substantial suspended solids, while delivering a smooth, pulsation-free flow. Certain peristaltic pumps offer the same advantages, with the exception that they introduce a moderate degree of pulsation and necessitate periodic hose replacement. An added benefit of some peristaltic pump designs is their ability to operate in a dry state. It’s important to note that a limitation of pumps with contacting components is the wear and heat generated from friction. For this reason, it’s particularly vital that progressive cavity and eccentric disc pumps process fluids possess lubricating characteristics.
IMAGE 1: Rotary Positive Displacement Technologies (Images provided courtesy of Floco Process, Summit Pump, Ampco Pump, and PSG Dover)
Internal gear, external gear, lobe, and circumferential piston pumps all feature multiple rotors designed with internal clearances. Gear pumps, specifically, do not require timing gears, as the rotors perform both fluid displacement and idler gear rotation functions. This design characteristic typically results in lower costs and simplified maintenance procedures.
However, internal and external gear pumps tend to have a shorter lifespan when commissioned to pump fluids containing various types of suspended solids, particularly abrasive slurries. This vulnerability arises from their internally lubricated bearing design.
Internal gear pumps have are great for pumping of highly viscous materials. Additionally, their straightforward design and fewer components simplify maintenance, reducing downtime and operational disruptions. On the other hand, external gear pumps have a edge in scenarios where higher pressure and lower flow rates are required, and they are often are selected in precision metering applications
Lobe pumps can handle a wide range of fluids. They are a go-to for handling fluids with suspended solids and are well-suited for hygienic applications due to their smooth design, while circumferential piston pumps, an innovation of traditional lobe pumps, offer tighter clearances that make them superior for moving low to high viscosity liquids. However, circumferential piston pumps have limitations in high-temperature applications as thermal expansion can cause rotor contact with the housing, potentially seizing the pump. Manufacturers have addressed this issue by providing hot clearance rotor options that increase tolerances for elevated-temperature tasks.
Centrifugal Pump Selection
Centrifugal pumps are among the most widely used pumps globally, available in numerous designs. They are known for their well-established reliability, ease of maintenance, and remarkable adaptability.
Common types of centrifugal pumps include end suction, split case, and multi-stage pumps. End suction pumps are the most widely used among centrifugal pumps. They are highly versatile, with many manufacturers offering multiple impeller and volute options to accommodate a broad spectrum of applications. Open-face impellers are often employed in end suction pumps, as they are capable of effectively pumping fluids with moderate suspended solid concentrations while maintaining favorable Net Positive Suction Head Required (NPSHr) performance. The simplicity of their design makes end suction pumps cost-effective and easy to maintain. Examples of each of the technologies are depicted below in image 2.
IMAGE 2: Centrifugal pump types. (Images provided courtesy of Floco Process, Summit Pump, and Barmesa Pump)
Split case pumps are better suited for higher flow rates. For clean fluids these pumps tend to offer better efficiency and reliability. Because split case pumps have fully enclosed impellers fitted with wear rings, they are less ideal for fluids containing suspended solids. They can be more challenging to maintain and often come at a higher up-front cost.
Multistage centrifugal pumps contain multiple enclosed impellers configured in series to allow for higher pressure capabilities. Boiler feed, irrigation, and water booster systems are a few examples of where these pumps are utilized. As these pumps increase in size, they become expensive and difficult to maintain. Multistage pumps are available in both vertical and horizonal configuration.
Pump Selection Conclusion
In conclusion, the ability to make informed choices when selecting pumping technologies plays a pivotal role in the efficient operation of systems across various industries. While this article provides a foundational understanding of some key principles, it should serve as a starting point for those seeking a more in-depth exploration of each pump technology.
Jay Kelly
Jay Kelly is a co-founder of Floco Process and Comprex North America, where he has dedicated his career to the design, optimization, and innovation of fluid handling systems. You can reach him at [email protected]. For additional information, please visit www.flocopro.com and www.comprex-na.com.
Hydraulic systems must store fluid under high pressure. Three kinds of hazards exist: burns from the hot, high pressure spray of fluid; bruises, cuts or abrasions from flailing hydraulic lines; and injection of fluid into the skin. Safe hydraulic system performance requires general maintenance. Proper coupling of high and low pressure hydraulic components and pressure relief valves are important safety measures.
Hydraulic systems must store fluid under high pressure. Three kinds of hazards exist: burns from the hot, high pressure spray of fluid; bruises, cuts or abrasions from flailing hydraulic lines; and injection of fluid into the skin. Safe hydraulic system performance requires general maintenance. Proper coupling of high and low pressure hydraulic components and pressure relief valves are important safety measures.
ISO 12100 is a fundamental safety standard being developed that will apply to a very broad array of machinery. There are many machines that have specific industry consensus standards that pertain to the particular equipment (e.g., power presses, robots, packaging machinery). There are many more machines for which no industry specific standard exists. In this case, the ISO “A level” standard ISO 12100 Safety of Machinery applies. Complying with the requirements of ISO 12100 is a critical first step in achieving mobility of equipment and consistent operations.
ISO 12100 is a fundamental safety standard being developed that will apply to a very broad array of machinery. There are many machines that have specific industry consensus standards that pertain to the particular equipment (e.g., power presses, robots, packaging machinery). There are many more machines for which no industry specific standard exists. In this case, the ISO “A level” standard ISO 12100 Safety of Machinery applies. Complying with the requirements of ISO 12100 is a critical first step in achieving mobility of equipment and consistent operations.
For the most part, we can describe in fairly exacting detail the functional components of a strong reliability program. Moreover, we are confident that implementing these reliability practices will yield results that benefit virtually every aspect of our business and provide distinct competitive advantage. However, we seldom see these reliability practices and results in an operating plant. This is what I call the Reliability Paradox.
For the most part, we can describe in fairly exacting detail the functional components of a strong reliability program. Moreover, we are confident that implementing these reliability practices will yield results that benefit virtually every aspect of our business and provide distinct competitive advantage. However, we seldom see these reliability practices and results in an operating plant. This is what I call the Reliability Paradox.
There is a saying: “What you can’t measure, you can’t improve”. The saying are not necessarily always true, but it is interesting, because I think a derivative of the saying is true: “What you measure, is usually what you get.”
There is a saying: “What you can’t measure, you can’t improve”. The saying are not necessarily always true, but it is interesting, because I think a derivative of the saying is true: “What you measure, is usually what you get.”
It never ceases to amaze me that no matter what industry you are in or how big or small of a company you work for, success is dependent on the ability to find, attract, hire, manage, develop and retain the right people. I continue to see companies disproportionately dedicate more focus and investment into non-people issues such as technology or equipment than focusing on getting “the right people on the bus.” I haven’t quite figured out why, but I believe it could boil down to one of three reasons:
It never ceases to amaze me that no matter what industry you are in or how big or small of a company you work for, success is dependent on the ability to find, attract, hire, manage, develop and retain the right people. I continue to see companies disproportionately dedicate more focus and investment into non-people issues such as technology or equipment than focusing on getting “the right people on the bus.” I haven’t quite figured out why, but I believe it could boil down to one of three reasons:
Corporations throughout the world are losing billions of dollars in wasted project spending, and this waste is being carefully hidden from management and investors. A new global research report shows that one of the biggest contributing factors is the lack of alignment of projects with corporate strategy.
Corporations throughout the world are losing billions of dollars in wasted project spending, and this waste is being carefully hidden from management and investors. A new global research report shows that one of the biggest contributing factors is the lack of alignment of projects with corporate strategy.
The purpose of this article is to raise questions and challenge plant leadership on strategy, vision and execution of plant reliability and overall maintenance management. To start, we need to define reliability. Often times companies want to improve reliability but when you ask them to define reliability and how it's measured, it's unusual to get a comprehensive answer.
The purpose of this article is to raise questions and challenge plant leadership on strategy, vision and execution of plant reliability and overall maintenance management. To start, we need to define reliability. Often times companies want to improve reliability but when you ask them to define reliability and how it's measured, it's unusual to get a comprehensive answer.
It is often said that "what gets measured gets done". And getting things done, through people, is what management is all about. Measuring things that get done and the results of this effort is an essential part of successful management, but too much emphasis on measurements, or the wrong measurements may not be in your company's best interests.
It is often said that "what gets measured gets done". And getting things done, through people, is what management is all about. Measuring things that get done and the results of this effort is an essential part of successful management, but too much emphasis on measurements, or the wrong measurements may not be in your company's best interests.
Trelleborg has developed a product, that can withstand a jet fire - the cause of the Piper Alpha disaster. The product is already in use on several platforms, primarily in the North Sea. To date, some NOK 7 million in development costs- has been invested annually. These costs are shared by the project sponsors, comprising the Norwegian government and a number of oil companies. Continued development is not expected to be as costly and will focus more on handling other derivatives, such as gas and oil, and possibly being able to offer a material in other colors for customers who wish to customize their equipment using their own color schemes.
Trelleborg has developed a product, that can withstand a jet fire - the cause of the Piper Alpha disaster. The product is already in use on several platforms, primarily in the North Sea. To date, some NOK 7 million in development costs- has been invested annually. These costs are shared by the project sponsors, comprising the Norwegian government and a number of oil companies. Continued development is not expected to be as costly and will focus more on handling other derivatives, such as gas and oil, and possibly being able to offer a material in other colors for customers who wish to customize their equipment using their own color schemes.
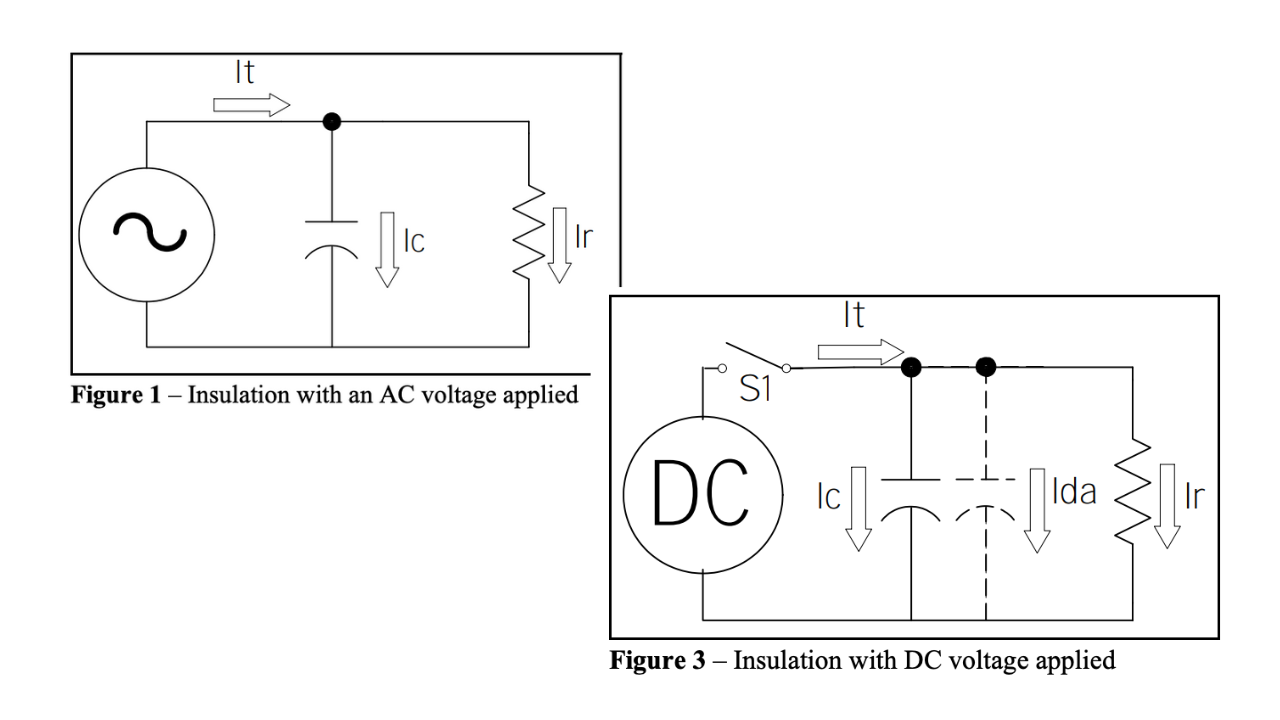
Probably 80% of all testing. performed in electrical power systems is related to the verification of insulation quality. This Cadick Corporation Technical Bulletin briefly describes the fundamental concepts of insulation testing including – insulation behavior, types of tests, and some test procedures. For more detailed information, refer to the bibliography at the end of the paper.
Probably 80% of all testing. performed in electrical power systems is related to the verification of insulation quality. This Cadick Corporation Technical Bulletin briefly describes the fundamental concepts of insulation testing including – insulation behavior, types of tests, and some test procedures. For more detailed information, refer to the bibliography at the end of the paper.
Good Computerized Maintenance Management Software (CMMS) that schedules preventive maintenance work orders on your equipment is an integral component of any efficient maintenance department. Preventive and scheduled maintenance, efficiently scheduled, will not only reduce your maintenance costs, but will minimize emergency repairs and downtime, resulting in an increase in overall profitability.
Good Computerized Maintenance Management Software (CMMS) that schedules preventive maintenance work orders on your equipment is an integral component of any efficient maintenance department. Preventive and scheduled maintenance, efficiently scheduled, will not only reduce your maintenance costs, but will minimize emergency repairs and downtime, resulting in an increase in overall profitability.
Contrary to popular opinion, a centrifugal pump is not designed to develop one head at a single capacity as requested by the pump purchaser. In fact a pump is designed and produced to supply a whole range of head-capacity conditions as identified on it’s performance curve. The pump will operate on that curve if it is driven at the particular speed for which the curve is drawn.
Contrary to popular opinion, a centrifugal pump is not designed to develop one head at a single capacity as requested by the pump purchaser. In fact a pump is designed and produced to supply a whole range of head-capacity conditions as identified on it’s performance curve. The pump will operate on that curve if it is driven at the particular speed for which the curve is drawn.
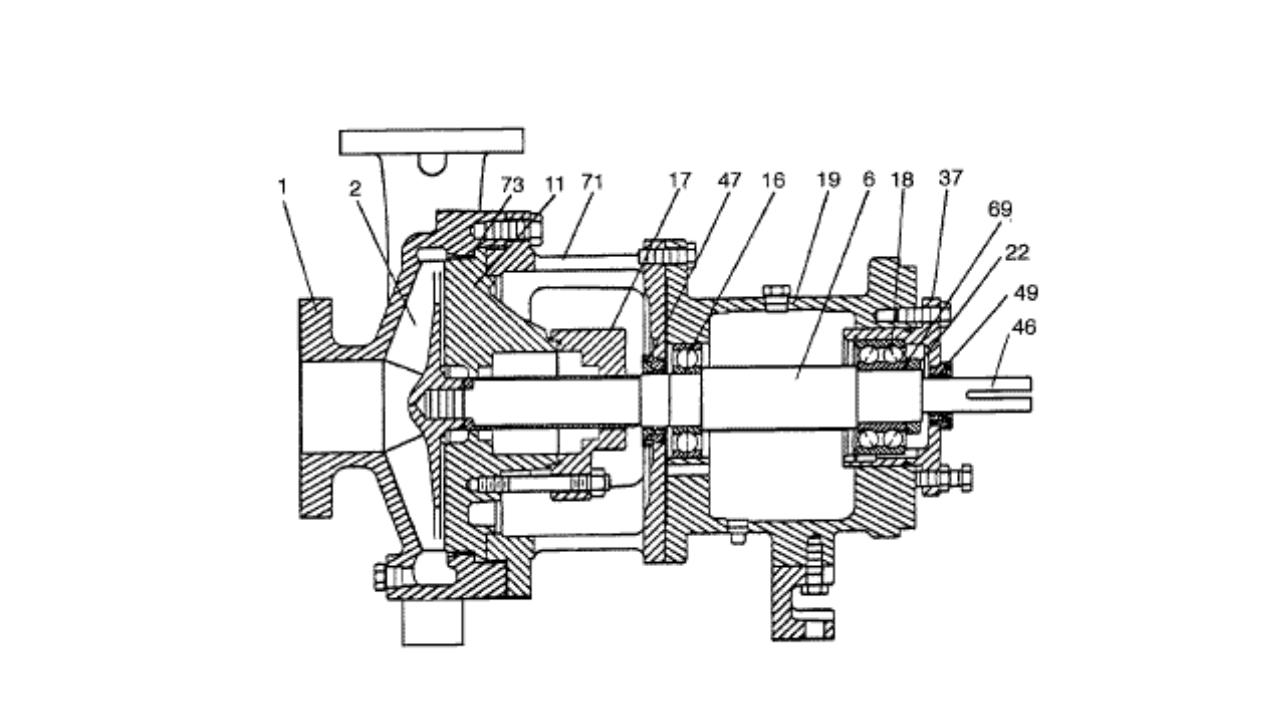
Ask for a modern centrifugal pump recommendation from your favorite supplier and chances are he will recommend one of the standard pump designs that conform to either the A.N.S.I., I.S.O. or D.I.N. specifications. On the surface that might seem like a good recommendation, but the fact is that all of these designs will cause you maintenance problems. Refer to the illustration prior to diving into the details of the obvious problems found within these designs.
Ask for a modern centrifugal pump recommendation from your favorite supplier and chances are he will recommend one of the standard pump designs that conform to either the A.N.S.I., I.S.O. or D.I.N. specifications. On the surface that might seem like a good recommendation, but the fact is that all of these designs will cause you maintenance problems. Refer to the illustration prior to diving into the details of the obvious problems found within these designs.
Let's suppose that we have recorded the time when each failure of a repairable subsystem has happened during a season. The arrangement of these failures (black points in Figure 1) along the time axis is called a stochastical realization of failure events.
Let's suppose that we have recorded the time when each failure of a repairable subsystem has happened during a season. The arrangement of these failures (black points in Figure 1) along the time axis is called a stochastical realization of failure events.
The force acting on a general purpose relay is near the fulcrum of the arm. With a force guided relay, the force acting on the relay is about as close to the contact point as one can reasonably get.
The force acting on a general purpose relay is near the fulcrum of the arm. With a force guided relay, the force acting on the relay is about as close to the contact point as one can reasonably get.
The most common question asked by seal salesmen is "what are you sealing?" This is usually followed by asking about shaft size, product, temperature, speed, stuffing box pressure and any other operating conditions they can think of. The problem with this simplistic approach is that you would have to have a very large data bank of information to reference a particular problem so as to be able to make a sensible seal recommendation. There is a much more logical approach to the problem that we will be discussing in the following paragraphs.
The most common question asked by seal salesmen is "what are you sealing?" This is usually followed by asking about shaft size, product, temperature, speed, stuffing box pressure and any other operating conditions they can think of. The problem with this simplistic approach is that you would have to have a very large data bank of information to reference a particular problem so as to be able to make a sensible seal recommendation. There is a much more logical approach to the problem that we will be discussing in the following paragraphs.
You have four opportunities to trouble shoot centrifugal pumps and each opportunity can offer you a clue as to what is wrong with the pump. Let's take a look at each of these conditions:
You have four opportunities to trouble shoot centrifugal pumps and each opportunity can offer you a clue as to what is wrong with the pump. Let's take a look at each of these conditions:
A laptop computer with PLC programming, communication, and operating programs is a necessary tool in today’s modern plant. Engineers, production supervisors, maintenance supervisors, maintenance technicians, electricians, instrument technicians, and maintenance mechanics all need to have PLC and computer knowledge, training and skills in troubleshooting.
A laptop computer with PLC programming, communication, and operating programs is a necessary tool in today’s modern plant. Engineers, production supervisors, maintenance supervisors, maintenance technicians, electricians, instrument technicians, and maintenance mechanics all need to have PLC and computer knowledge, training and skills in troubleshooting.
One of the most rewarding aspects of working as an electrician is taking such compelling evidence as “appears to be developing a problem,” determining what is actually going on, and making a sound decision on the correct course of action. Successfully troubleshooting a complex piece of equipment gives a technician a tremendous sense of satisfaction. Having an effective troubleshooting plan and following it can help obtain this feeling of satisfaction.
One of the most rewarding aspects of working as an electrician is taking such compelling evidence as “appears to be developing a problem,” determining what is actually going on, and making a sound decision on the correct course of action. Successfully troubleshooting a complex piece of equipment gives a technician a tremendous sense of satisfaction. Having an effective troubleshooting plan and following it can help obtain this feeling of satisfaction.