Stress in metals causes failure. Too much stress in metal will cause it to fail. Failure can occur by putting the metal under a once-only load greater than it can take or by metal fatigue from continually loading the metal cyclically with a high load less than the breaking load. Stress produces strain at the molecular level in the metal and discontinuities between atoms come together to form microscopic cracks. Under continued stress the cracks grow and eventually the metal parts.
Stress occurs when forces pull (tension), push (compression) or act in combination on a material. When a force is applied the material reacts by distorting to counterbalance the force. A greater force will cause a correspondingly greater distortion until the item breaks.
Stress is the force applied per unit of cross-sectional area square to the force. The formula:
Stress (σ) = Force / unit of area
Metric system units are Newton per square meter (N/m2) and imperial system units are pounds per square inch (psi).
Strain is the amount the material deforms from the unloaded state when the force is applied. The formula:
Strain (ξ) = Change in length / original length
Strain has no units, as it is a ratio of length divided by a length. It represents a proportional change in size.
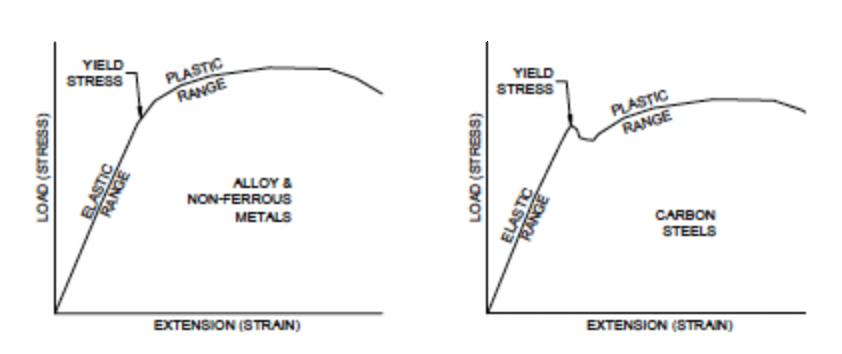
When a force is applied to a metal deformation occurs and it is strained. The more the force – the more the deformation (strain). This relationship is recognized in Hooke’s Law and is shown in Figure 1 for two types of metals.
Figure 1: Graphs of Hooke’s Law
Figure 1 indicates that metals have an elastic region where load and strain are proportional (a straight line on a graph). In this region the metal acts like a spring and when the load is removed the deformation (strain) reduces and it returns to its original shape. If instead the load increases, the strain (deformation) rises until a point is reached where the metal can no longer sustain the load and it yields. The yielding can be gradual as in the left-hand plot of Figure 1 or it can be sudden as in the right-hand plot.
The aim of much of the work in metallurgy is to discover how to extend the yield point further because in doing so we can fabricate items using thinner metals for less cost.
AT THE MOLECULAR LEVEL
The behavior of metals under load is a result of their atomic arrangement. When a material is loaded it deforms minutely in reaction to the load. The atoms in the material move closer together in compression and further apart in tension.
Consider the atomic bonds as being springs separating the atoms as shown in Figure 2. The springs are squeezed together in compression and pulled when in tension. The amount an atom moves from its neighbor is its strain. As a force is applied the atoms change a proportionate distance.
Figure 2: Atomic movement under applied strain.
This model however, does not explain why there is sudden yielding. With most modern metals yielding usually occurs at about 1% of the theoretic strength of the atomic bonds. Many materials yield at about 0.1% of the theoretic strength.
The reason metals have such low strengths is because of imperfect atomic structures in the crystal lattices which make them up. Often a row of atoms will stop mid crystal and a gap is created in the atomic structure. These gaps act as huge stress raising points known as dislocations.
EFFECT OF APPLYING LOADS ON A MATERIAL
A load applied to a metal is distributed along the atomic rows in the crystals. At the end of the rows forming dislocations the force is transferred to the bonds with neighboring atoms. Fewer bonds now carry greater loads and eventually fail as the force increases. As each atomic bond is broken and then remade with the next atom the dislocation moves an atom. Eventually the dislocation makes its way to the outside of the crystal. If sufficient dislocations accumulate at the crystal boundary the crystal separates from its neighbor.
Figure 3: Movement of a dislocation (the imaginary “wedge”)
It is the presence of dislocations in metal that allow deformation at low levels of stress. Eventually so many dislocations accumulate that insufficient atoms are left to take the load and the metal yields. Figure 3 indicates how the dislocation moves through the crystal.
REDUCING STRESSES
It is fortunate dislocations are present in metals for they allow us to form and shape metals using less energy than if they did not exist. Their presence requires us to be aware of how to prevent them from accumulating at grain boundaries so that they will not eventually lead to the failure of the item.
Table 1 shows some of the common methods used to reduce the influence of dislocations.
The semiconductor industry is a cornerstone of modern technology, enabling innovations that make the world smarter, healthier, greener, and better connected. Semiconductors, often referred to as the "brains" of electronic devices, are integral to everything from smartphones and computers to advanced medical equipment and electric vehicles, as well as less common household items like refrigerators, dishwashers, and our smart bulbs to connect devices to Alexa or Siri.
The semiconductor industry is a cornerstone of modern technology, enabling innovations that make the world smarter, healthier, greener, and better connected. Semiconductors, often referred to as the "brains" of electronic devices, are integral to everything from smartphones and computers to advanced medical equipment and electric vehicles, as well as less common household items like refrigerators, dishwashers, and our smart bulbs to connect devices to Alexa or Siri.
It is very difficult to calculate and predict the speed of an air cylinder; there are too many variables which influence speed and on which it is difficult to gather accurate data. We must rely mainly on good design practices and use the benefit of past experience. It is better to have the cylinder speed too fast to begin with because it can always be reduced with a speed control valve, but if it is too slow to begin with, it is more difficult to increase its speed later.
It is very difficult to calculate and predict the speed of an air cylinder; there are too many variables which influence speed and on which it is difficult to gather accurate data. We must rely mainly on good design practices and use the benefit of past experience. It is better to have the cylinder speed too fast to begin with because it can always be reduced with a speed control valve, but if it is too slow to begin with, it is more difficult to increase its speed later.
My interest in writing this article was to explore one way to reduce the cost of manufacturing and installing new boilers: improved insulation practices within the boiler island. It is my opinion that the power industry requires a smarter and more economical insulation design on steam-generating boiler walls, especially when considering the rising cost and reduced availability of qualified field labor. Yes, the potential cost savings with improved insulation practices is small compared to the total plant cost, but every dollar saved is important.
My interest in writing this article was to explore one way to reduce the cost of manufacturing and installing new boilers: improved insulation practices within the boiler island. It is my opinion that the power industry requires a smarter and more economical insulation design on steam-generating boiler walls, especially when considering the rising cost and reduced availability of qualified field labor. Yes, the potential cost savings with improved insulation practices is small compared to the total plant cost, but every dollar saved is important.
Don’t run centrifugal pumps on the end of the curve. Pumps are designed and selected to operate near their highest efficiency point. If they operate at the right-hand end of the centrifugal pump curve the likelihood of cavitation increases.
Don’t run centrifugal pumps on the end of the curve. Pumps are designed and selected to operate near their highest efficiency point. If they operate at the right-hand end of the centrifugal pump curve the likelihood of cavitation increases.
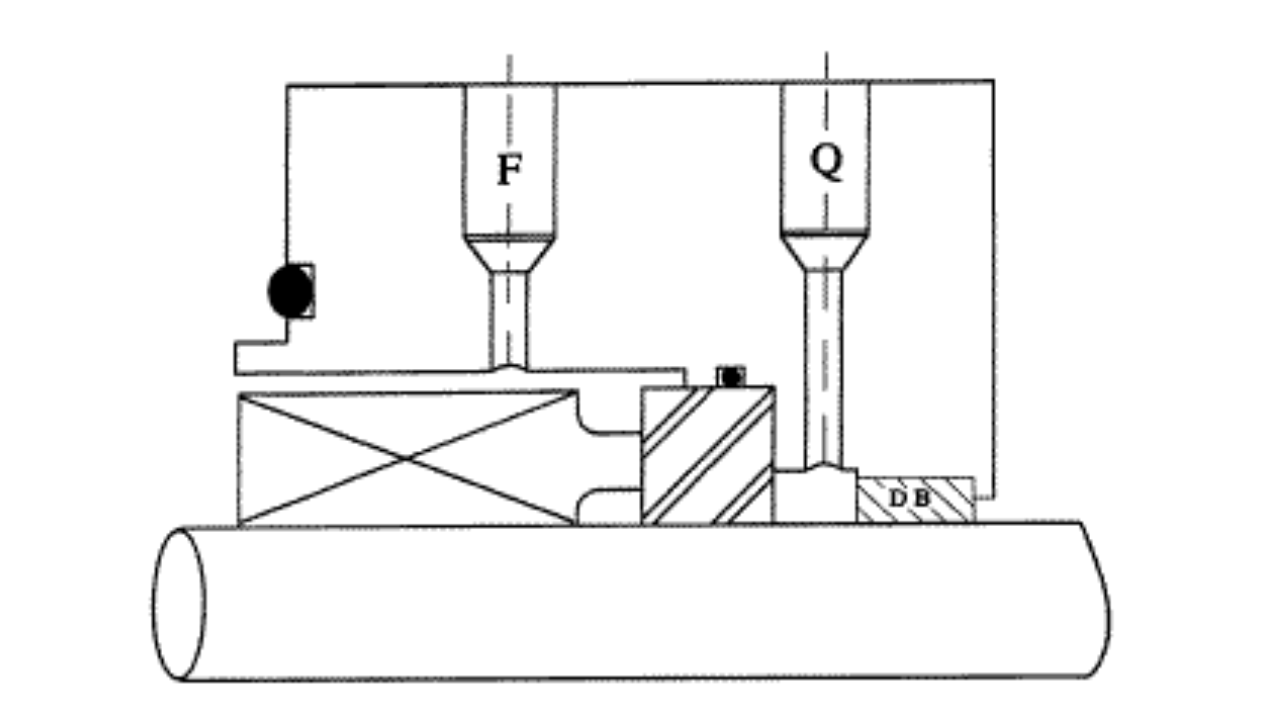
The seal gland is that part that holds the stationary half of the mechanical seal and attaches to the stuffing box. The most universally used gland is labeled the American Petroleum Institute (API) gland. The API (American Petroleum Institute) gland incorporates several important environmental controls and safety features. It should be specified for all petroleum refinery service because of the danger of an explosion or fire, but should also be recommended any time you are pumping any type of dangerous product. The gland has several features you need to understand.
The seal gland is that part that holds the stationary half of the mechanical seal and attaches to the stuffing box. The most universally used gland is labeled the American Petroleum Institute (API) gland. The API (American Petroleum Institute) gland incorporates several important environmental controls and safety features. It should be specified for all petroleum refinery service because of the danger of an explosion or fire, but should also be recommended any time you are pumping any type of dangerous product. The gland has several features you need to understand.
The majority of the failure mechanisms that significantly reduce the reliability and life of a centrifugal pump are caused by operation away from the pump best efficiency point (BEP). To achieve best-in-class life, it is essential to either operate close to the pump BEP (which is always the preferred method) or to provide provisions that anticipate the various effects of off-BEP operation and attempt to mitigate these consequences.
The majority of the failure mechanisms that significantly reduce the reliability and life of a centrifugal pump are caused by operation away from the pump best efficiency point (BEP). To achieve best-in-class life, it is essential to either operate close to the pump BEP (which is always the preferred method) or to provide provisions that anticipate the various effects of off-BEP operation and attempt to mitigate these consequences.