Solving Hydraulic System Overheating Problems
I was asked recently to investigate and solve an overheating problem in a mobile hydraulics application. The hydraulic system that was overheating comprised a diesel-hydraulic power unit, which was being used to power a pipe-cutting saw. The saw was designed for sub-sea use and was connected to the hydraulic power unit on the surface via a 710-foot umbilical. The operating requirements for the saw were 24 gpm at 3000 psi.
Why do hydraulic systems overheat?
Heating of hydraulic fluid in operation is caused by inefficiencies. Inefficiencies result in losses of input power, which are converted to heat. A hydraulic system’s heat load is equal to the total power lost (PL) through inefficiencies and can be expressed as:
PLtotal = PLpump + PLvalves + PLplumbing + PLactuators
If the total input power lost to heat is greater than the heat dissipated, the hydraulic system will eventually overheat.
Hydraulic fluid temperature – how hot is ‘too hot’?
Hydraulic fluid temperatures above 180°F (82°C) damage most seal compounds and accelerate degradation of the oil. While the operation of any hydraulic system at temperatures above 180°F should be avoided, fluid temperature is too high when viscosity falls below the optimum value for the hydraulic system’s components. This can occur well below 180°F, depending on the fluid’s viscosity grade.
Maintaining stable hydraulic fluid temperature
To achieve stable fluid temperature, a hydraulic system’s capacity to dissipate heat must exceed its inherent heat load. For example, a system with continuous input power of 100 kW and an efficiency of 80% needs to be capable of dissipating a heat load of at least 20 kW. It’s important to note that an increase in heat load or a reduction in a hydraulic system’s capacity to dissipate heat will alter the balance between heat load and dissipation.
Returning to the above example, the hydraulic power unit had a continuous power rating of 37 kW and was fitted with an air-blast heat exchanger. The exchanger was capable of dissipating 10 kW of heat under ambient conditions or 27% of available input power (10/37 x 100 = 27). This is adequate from a design perspective. The performance of all cooling circuit components were operating within design limits.
Pressure drop means heat
At this point it was clear that the overheating problem was being caused by excessive heat load. Concerned about the length of the umbilical, I calculated its pressure drop. The theoretical pressure drop across 710 feet of ¾” pressure hose at 24 gpm is 800 psi. The pressure drop across the same length of 1″ return hose is 200 psi. The formula for these calculations are available here. The theoretical heat load produced by the pressure drop across the umbilical of 1,000 psi (800 + 200 = 1000) was 10.35 kW. The formula for this calculation is available here.
This meant that the heat load of the umbilical was 0.35 kW more than the heat dissipation capacity of the hydraulic system’s heat exchanger. This, when combined with the system’s normal heat load (inefficiencies) was causing the hydraulic system to overheat.
Beat the heat
There are two ways to solve overheating problems in hydraulic systems:
- decrease heat load; or
- increase heat dissipation.
Decreasing heat load is always the preferred option because it increases the efficiency of the hydraulic system. In the above example, the heat load of the umbilical alone was nearly 30% of available input power, a figure that would normally be considered unacceptable. Decreasing this heat load to an acceptable level would have involved reducing the pressure drop, by replacing the pressure and return lines in the umbilical with larger diameter hoses. The cost of doing this for what was a temporary installation meant that, in this case, the most economical solution was to install additional cooling capacity in the circuit
Continuing to operate a hydraulic system when the fluid is over-temperature is similar to operating an internal combustion engine with high coolant temperature. Damage is guaranteed. Therefore, whenever a hydraulic system starts to overheat, shut it down, identify the cause and fix it.
Need help troubleshooting your hydraulic system?
Related Articles
Oh "Overall Equipment Effectiveness", I've heard about that before! Unfortunately, in many facilities, that's all OEE (Overall Equipment Effectiveness) is to the personnel. Something they heard of, talked about or read about. Many maintenance departments today still do not effectively utilize the OEE tool even though it's widely used among the world class companies.
Oh "Overall Equipment Effectiveness", I've heard about that before! Unfortunately, in many facilities, that's all OEE (Overall Equipment Effectiveness) is to the personnel. Something they heard of, talked about or read about. Many maintenance departments today still do not effectively utilize the OEE tool even though it's widely used among the world class companies.
See More
Contrary to popular opinion, a centrifugal pump is not designed to develop one head at a single capacity as requested by the pump purchaser. In fact a pump is designed and produced to supply a whole range of head-capacity conditions as identified on it’s performance curve. The pump will operate on that curve if it is driven at the particular speed for which the curve is drawn.
Contrary to popular opinion, a centrifugal pump is not designed to develop one head at a single capacity as requested by the pump purchaser. In fact a pump is designed and produced to supply a whole range of head-capacity conditions as identified on it’s performance curve. The pump will operate on that curve if it is driven at the particular speed for which the curve is drawn.
See More
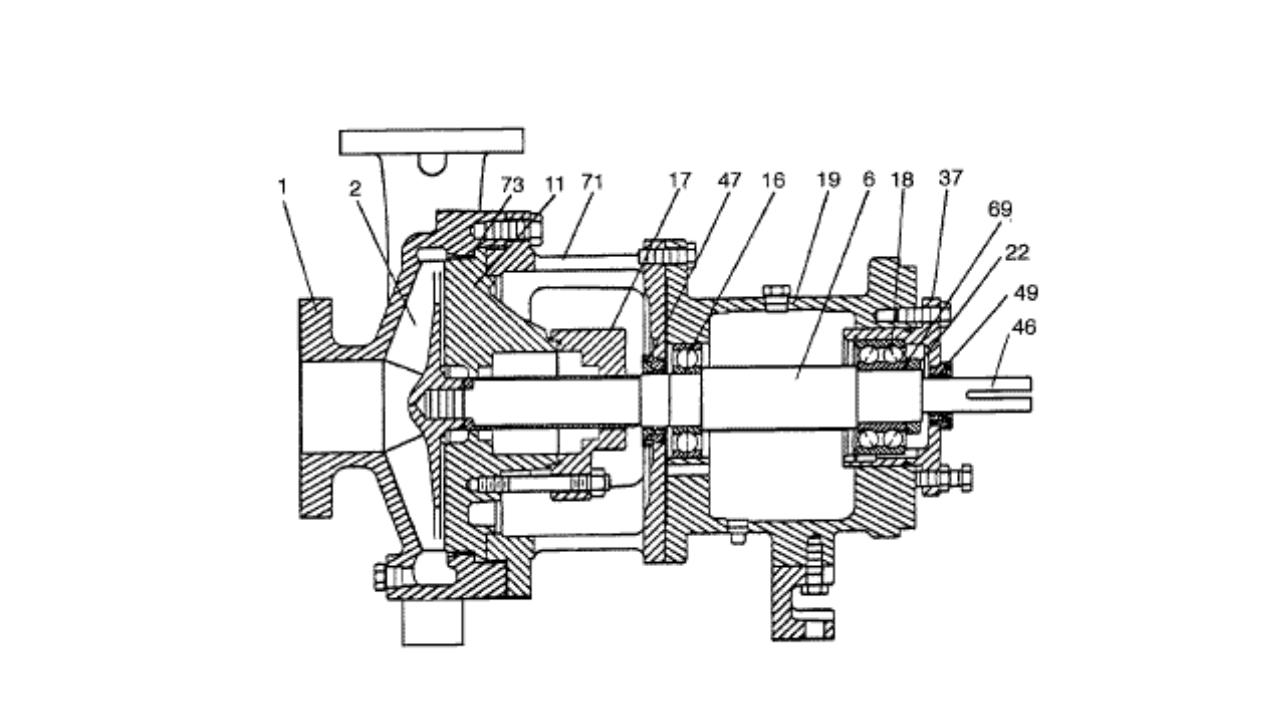
Ask for a modern centrifugal pump recommendation from your favorite supplier and chances are he will recommend one of the standard pump designs that conform to either the A.N.S.I., I.S.O. or D.I.N. specifications. On the surface that might seem like a good recommendation, but the fact is that all of these designs will cause you maintenance problems. Refer to the illustration prior to diving into the details of the obvious problems found within these designs.
Ask for a modern centrifugal pump recommendation from your favorite supplier and chances are he will recommend one of the standard pump designs that conform to either the A.N.S.I., I.S.O. or D.I.N. specifications. On the surface that might seem like a good recommendation, but the fact is that all of these designs will cause you maintenance problems. Refer to the illustration prior to diving into the details of the obvious problems found within these designs.
See More
It's important to find out if material flows are present or not throughout a bulk-processing facility; material cost savings and increased plant efficiency can offset an investment in monitoring. Most bulk solids processors can do this using low-cost acoustic emission-monitoring technology.
It's important to find out if material flows are present or not throughout a bulk-processing facility; material cost savings and increased plant efficiency can offset an investment in monitoring. Most bulk solids processors can do this using low-cost acoustic emission-monitoring technology.
See More
For optimum chain drive performance the following points should be considered when looking at chain drive design.
For optimum chain drive performance the following points should be considered when looking at chain drive design.
See More
The most common question asked by seal salesmen is "what are you sealing?" This is usually followed by asking about shaft size, product, temperature, speed, stuffing box pressure and any other operating conditions they can think of. The problem with this simplistic approach is that you would have to have a very large data bank of information to reference a particular problem so as to be able to make a sensible seal recommendation. There is a much more logical approach to the problem that we will be discussing in the following paragraphs.
The most common question asked by seal salesmen is "what are you sealing?" This is usually followed by asking about shaft size, product, temperature, speed, stuffing box pressure and any other operating conditions they can think of. The problem with this simplistic approach is that you would have to have a very large data bank of information to reference a particular problem so as to be able to make a sensible seal recommendation. There is a much more logical approach to the problem that we will be discussing in the following paragraphs.
See More
Sizing electric motors correctly for hydraulic power units can save a sizable amount of money over the life of the equipment. If system pressure and flow are constant, motor sizing simply boils down to the standard equation: hp = QP / 1714EM
Sizing electric motors correctly for hydraulic power units can save a sizable amount of money over the life of the equipment. If system pressure and flow are constant, motor sizing simply boils down to the standard equation: hp = QP / 1714EM
See More