[webinar] Embracing Digital Transformation in Maintenance & Plant Operations | March 13 at 10AM EST – Register Now
Planned Hours: What’s a good total?
Planned Hours: What’s a good total?
Doc Palmer
A few weeks ago, someone asked me, “How many hours should a planner plan for each week?” This is a great question, but I can only give a touchy-feely answer.
I’m hesitant to push planners into a numerical-type standard or quota. But, let’s first try to analyze this in a quantitative manner. A single planner should be able to plan for 20 to 30 technicians. Therefore, a planner needs to stay ahead of at least 20 techs on an ongoing basis. As a minimum, there needs to be enough planned work available at the end of the week to enable scheduling for the next week. This could mean as much as 800 hours planned (20 techs times 40hrs per week). However, the plant’s preventive maintenance program also should be generating work orders that don’t need advance planning. Presume the plant wants to spend 20 percent of hours on PM tasks. That subtracts 160 hours and suggests each planner should plan 640 hours of work per week.
A variable that would increase the weekly planning hours is if the planner had to plan for more than 20 techs. Variables that would lessen this time would be: if some techs were on vacation, sick leave, in training or unavailable; and, if plant emergencies or urgent work caused the techs to forsake the schedule to do unplanned work. For simplification, let’s consider these factors are a wash and stick with 640 hours.
At the same time, keep in mind that planners not only plan future work, but also review feedback on completed jobs in order to update job plans and file work orders. Thus, can a planner plan 640 hours of work each week while keeping up with job closeouts? I’m not satisfied with this quantitative analysis. I’d like every job to have someone look at it and examine the history file before any techs are assigned to the work.
Let’s proceed with a qualitative approach to planner productivity. There is no simple “number of hours planned” answer here. Consider first, the maintenance crews themselves. We want 20 techs (two crews of 10) completing 400 hours of work each week (minus carryovers, training or vacation). We don’t want a crew slowing down or speeding up based on the outstanding backlog. This isn’t the case with planners. If there is a low backlog, they could spend more time planning each individual job. But if there’s a large unplanned backlog, it’s essential that they plan more work even if the plans aren’t very precise. A simple scope, craft skill, labor hours and list of parts used last time, if any, may be all the planner has time to put on each plan.
I’d push the planners to complete more plans if the unplanned backlog became too high. It’s essential that the scheduler be able to select jobs from the entire backlog even if some jobs only had rudimentary plans with hours.
The biggest improvement opportunity lies in scheduling. If I had to get quantitative, I’d insist that the planners plan all the reactive work each day. I’d look at the lower-priority proactive work in terms of some timeframe. For example, if the priority system dictated that crews complete Priority 3 jobs within two weeks, I’d want the planners to aim for a target of five days. This allows a crew time to schedule the work after planning.
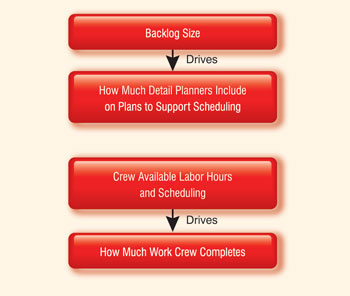
This figure displays a traditional driver of productivity.These last two figures show productivity driven by planning and scheduling.
A strict numerical approach to productivity might miss the point of why planners exist (to promote crew productivity). I want the planner to keep the unplanned backlog under control by adjusting the time spent on the level of detail put into each job plan.
Finally, I’ve worked with slower and faster planners. Some could only keep ahead of 10 techs while others could plan for as many as 60. These were all good planners. The key was to balance the planners and techs.
All this information doesn’t provide a precise answer to the column’s topic, but at least it’s food for thought.
Many organizations spend too much time searching for—and starting implementation of—new reliability and maintenance concepts, and very little time on implementation and improvements of what they just started. Let me give some examples of my own observations as they relate to the statement above. Some time ago I met with a group of supervisors, planners, and craftspeople—the front line of maintenance—in a mill.
Many organizations spend too much time searching for—and starting implementation of—new reliability and maintenance concepts, and very little time on implementation and improvements of what they just started. Let me give some examples of my own observations as they relate to the statement above. Some time ago I met with a group of supervisors, planners, and craftspeople—the front line of maintenance—in a mill.
Standard Job Plans (SJPs) are the product of the planning process. Work crews that have access to well documented SJPs perform higher quality and more consistent work. Using SJPs, effort isn’t wasted on searching for needed information while in the field. SJPs streamline the planning process by allowing planners to refine past plans instead of starting from scratch for each job. SJPs also support a positive plant culture by providing a mechanism for continuous improvement.
Standard Job Plans (SJPs) are the product of the planning process. Work crews that have access to well documented SJPs perform higher quality and more consistent work. Using SJPs, effort isn’t wasted on searching for needed information while in the field. SJPs streamline the planning process by allowing planners to refine past plans instead of starting from scratch for each job. SJPs also support a positive plant culture by providing a mechanism for continuous improvement.
The consistent use of accurate engineering standards represents a huge opportunity to simplify the planning process. Engineering standards cover a wide range of topics from design to operation and maintenance activities. Many already exist and are commonly used across industries. Plant-specific standards take an initial time investment to create, but once written can be reliably used to speed up the planning effort, provide clear instructions to work crews, and help standardize critical and frequent activities.
The consistent use of accurate engineering standards represents a huge opportunity to simplify the planning process. Engineering standards cover a wide range of topics from design to operation and maintenance activities. Many already exist and are commonly used across industries. Plant-specific standards take an initial time investment to create, but once written can be reliably used to speed up the planning effort, provide clear instructions to work crews, and help standardize critical and frequent activities.
Equipment hierarchy is the foundation on which the technical database is built. Since the technical database is a key element in allowing efficient planning and scheduling, the equipment hierarchy is a building block of the entire work management system. Nearly every business unit from accounting to purchasing and from operations to maintenance will benefit from a well-organized and complete equipment hierarchy.
Equipment hierarchy is the foundation on which the technical database is built. Since the technical database is a key element in allowing efficient planning and scheduling, the equipment hierarchy is a building block of the entire work management system. Nearly every business unit from accounting to purchasing and from operations to maintenance will benefit from a well-organized and complete equipment hierarchy.
Underground mining operations, similar to many industrial enterprises, have long recognized the potential benefits of maintenance planning. However, underground mining operations’ efforts to implement maintenance planning have generally met with little success. One finds that after an initial period of enthusiastic support implemented systems and procedures fall to disuse. Most companies, upon the collapse of their maintenance planning, convince themselves that underground mining is so "unique" that to accurately plan, schedule and measure maintenance work is impractical.
Underground mining operations, similar to many industrial enterprises, have long recognized the potential benefits of maintenance planning. However, underground mining operations’ efforts to implement maintenance planning have generally met with little success. One finds that after an initial period of enthusiastic support implemented systems and procedures fall to disuse. Most companies, upon the collapse of their maintenance planning, convince themselves that underground mining is so "unique" that to accurately plan, schedule and measure maintenance work is impractical.
To actually realize potential increases in profits, maintenance must be taken a step further through planning and scheduling. In addition to identifying potential failures, we must also focus our resources to correct them before the failure occurs. With decreasing workforces and increasing responsibilities of those left at the facility, the efficiency of our resources easily becomes a second priority.
To actually realize potential increases in profits, maintenance must be taken a step further through planning and scheduling. In addition to identifying potential failures, we must also focus our resources to correct them before the failure occurs. With decreasing workforces and increasing responsibilities of those left at the facility, the efficiency of our resources easily becomes a second priority.
There is only one reason to support a planned maintenance program. Planned maintenance increases profits! The primary objective for any business is to produce profits for the owner. Profit oriented goals apply to an elderly couple operating a corner grocery store, as well as to large corporations. Even maintenance consulting firms have to operate at a profit.
There is only one reason to support a planned maintenance program. Planned maintenance increases profits! The primary objective for any business is to produce profits for the owner. Profit oriented goals apply to an elderly couple operating a corner grocery store, as well as to large corporations. Even maintenance consulting firms have to operate at a profit.