Use this Game Plan to Justify an Investment in Maintenance and Reliability
As many of us strive to improve the reliability of our plants, several comments bemoan how challenging that is to do in an era of continuous deep cost cutting. They say that in their operation, maintenance is seen as a cost, and is one of the first things to arbitrarily cut.
Some think their operations have cut too far! What they seek is a way to justify a strong maintenance capability.
I submit that one approach is to speak of maintenance as an “investment in capacity.” Use the language that plant managers, controllers and senior management understands: capital investment and return on investment (ROI).
“When you substitute your own estimates, the resulting comparison will be different in the details, but it will almost always favor an approach that improves reliability.”
Before I continue, this article is NOT intended for factories with clearly wasteful practices. We do need to cut costs where doing so will not hamper our operations. Future blogs will share some approaches for reducing costs.
This blog is for those that have cut too far or have never “invested” in the first place.
Begin by gathering some basic data. What is your plant’s or your company’s total capacity? What is your “efficiency”? This may be an established metric like overall equipment efficiency (OEE), or you can approximate it by taking the actual production in a day divided by the theoretical production if everything ran at maximum speed for all of your operating hours.
Next, look at the capital costs of adding new capacity. If you have four production lines, what would it cost to add a fifth? If your company has six factories, what would it cost to add a seventh? What is the operating cost in labor and utilities to run that new line or new plant?
Now the fun part begins, where you get to do some math! If you are running at 40 percent efficiency and you believe you can improve that by 10 points to 50 percent with “more maintenance,” that will result in a whopping 25 percent gain in capacity!
[(50% – 40%)/40% x 100% = 25%]
The numbers work out similarly if you are starting at 60 percent, but now a 10-point improvement increases capacity by 18 percent.
Would your plant invest $100,000 or some other figure annually in “more maintenance” to get the same capacity increase as a new line that will cost half a million or more to install and $200,000 annually to staff and run?
When you substitute your own estimates, the resulting comparison will be different in the details, but it will almost always favor an approach that improves reliability. This is especially true for a growing organization that is investing in machinery to prevent being capacity constrained.
What If you are not growing and capacity constrained? The same reliability improvements illustrated above will reduce your operating labor, utilities and machinery wear and tear by 18 to 25 percent. Put that in your ROI calculator.
Alas, I have been long-winded again. Let me close with just a few salient points:
Yes, many operations with unstructured maintenance programs do run as poorly as 40 to 60 percent (see my blog on what our plants have failed to learn in 25 years).
If you run above 80 percent, the math still works but the gains are smaller, just like adding more insulation to an already well-insulated attic.
Yes, it is usually easy to improve a poorly running operation by 10 points. I inherited one facility running at 35 percent uptime, and had improved it to 65 percent in one year using many of the preventive maintenance (PM) and predictive maintenance (PdM) approaches described throughout Reliable Plant magazine. This nearly doubled our capacity, even while we had room for much more improvement. You must have some ideas of your own about how to improve your place, and I will add some of my own in future blogs.
Finally, yes, you must make some estimates, develop plans, sell your proposition and in the end be accountable for the results if an “investment” is to be made. This is just the same as for a project manager who is building a new plant or line.
Related Articles
Expert troubleshooters have a good understanding of the operation of electrical components that are used in circuits they are familiar with, and even ones they are not. They use a system or approach that allows them to logically and systematically analyze a circuit and determine exactly what is wrong. They also understand and effectively use tools such as prints, diagrams and test instruments to identify defective components. Finally, they have had the opportunity to develop and refine their troubleshooting skills.
Expert troubleshooters have a good understanding of the operation of electrical components that are used in circuits they are familiar with, and even ones they are not. They use a system or approach that allows them to logically and systematically analyze a circuit and determine exactly what is wrong. They also understand and effectively use tools such as prints, diagrams and test instruments to identify defective components. Finally, they have had the opportunity to develop and refine their troubleshooting skills.
See More
Semiconductor devices are almost always part of a larger, more complex piece of electronic equipment. These devices operate in concert with other circuit elements and are subject to system, subsystem and environmental influences. When equipment fails in the field or on the shop floor, technicians usually begin their evaluations with the unit's smallest, most easily replaceable module or subsystem. The subsystem is then sent to a lab, where technicians troubleshoot the problem to an individual component, which is then removed--often with less-than-controlled thermal, mechanical and electrical stresses--and submitted to a laboratory for analysis. Although this isn't the optimal failure analysis path, it is generally what actually happens.
Semiconductor devices are almost always part of a larger, more complex piece of electronic equipment. These devices operate in concert with other circuit elements and are subject to system, subsystem and environmental influences. When equipment fails in the field or on the shop floor, technicians usually begin their evaluations with the unit's smallest, most easily replaceable module or subsystem. The subsystem is then sent to a lab, where technicians troubleshoot the problem to an individual component, which is then removed--often with less-than-controlled thermal, mechanical and electrical stresses--and submitted to a laboratory for analysis. Although this isn't the optimal failure analysis path, it is generally what actually happens.
See More
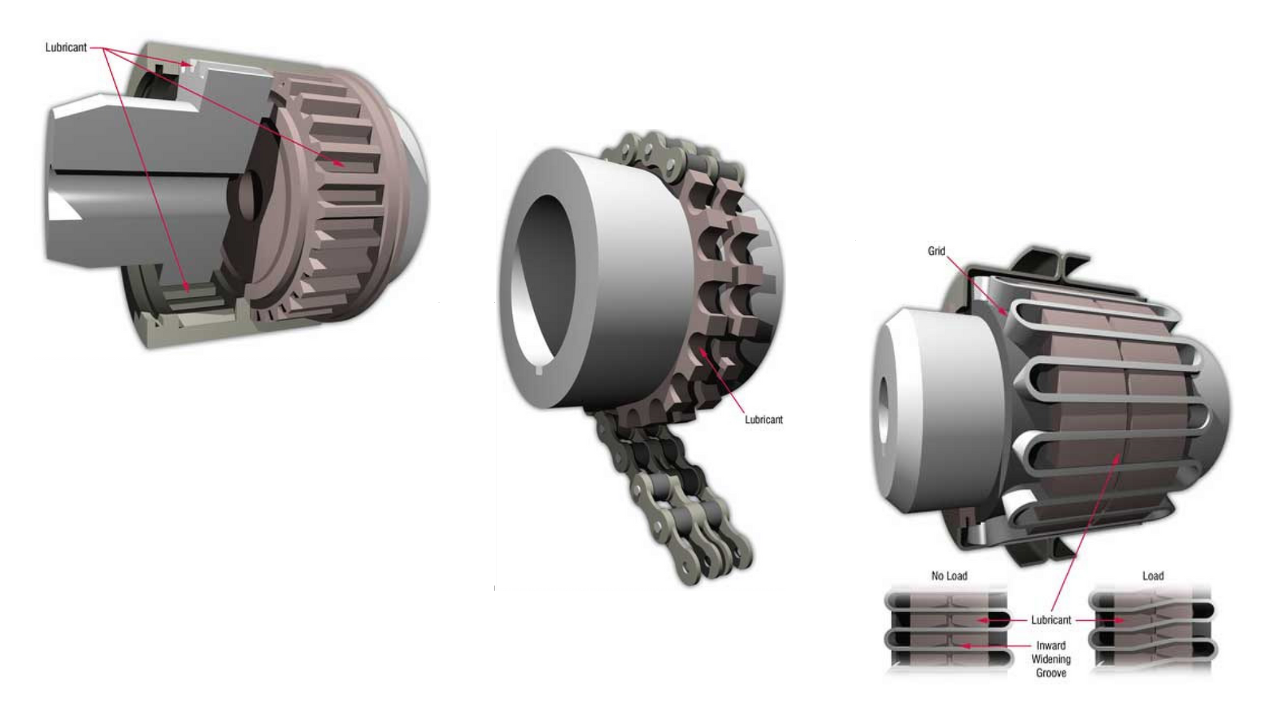
In an ideal world, multiple components could be produced in a single piece, or coupled and installed in perfect alignment. However, in the real world, separate components must be brought together and connected onsite. Couplings are required to transmit rotational forces (torque) between two lengths of shaft, and despite the most rigorous attempts, alignment is never perfect. To maximize the life of components such as bearings and shafts, flexibility must be built in to absorb the residual misalignment that remains after all possible adjustments are made. Proper lubrication of couplings is critical to their performance.
In an ideal world, multiple components could be produced in a single piece, or coupled and installed in perfect alignment. However, in the real world, separate components must be brought together and connected onsite. Couplings are required to transmit rotational forces (torque) between two lengths of shaft, and despite the most rigorous attempts, alignment is never perfect. To maximize the life of components such as bearings and shafts, flexibility must be built in to absorb the residual misalignment that remains after all possible adjustments are made. Proper lubrication of couplings is critical to their performance.
See More
The key to realizing greater savings from more informed management decisions is to predetermine the "True" cost of downtime for each profit center category. True downtime cost is a methodology of analyzing all cost factors associated with downtime, and using this information for cost justification and day to day management decisions. Most likely, this data is already being collected in your facility, and need only be consolidated and organized according to the true downtime cost guidelines.
The key to realizing greater savings from more informed management decisions is to predetermine the "True" cost of downtime for each profit center category. True downtime cost is a methodology of analyzing all cost factors associated with downtime, and using this information for cost justification and day to day management decisions. Most likely, this data is already being collected in your facility, and need only be consolidated and organized according to the true downtime cost guidelines.
See More
I use the term RCPE because it is a waste of good initiatives and time to only find the root cause of a problem, but not fixing it. I like to use the word problem; a more common terminology is Root Cause Failure Analysis (RCFA), instead of failure because the word failure often leads to a focus on equipment and maintenance. The word problem includes all operational, quality, speed, high costs and other losses. To eliminate problems is a joint responsibility between operations, maintenance and engineering.
I use the term RCPE because it is a waste of good initiatives and time to only find the root cause of a problem, but not fixing it. I like to use the word problem; a more common terminology is Root Cause Failure Analysis (RCFA), instead of failure because the word failure often leads to a focus on equipment and maintenance. The word problem includes all operational, quality, speed, high costs and other losses. To eliminate problems is a joint responsibility between operations, maintenance and engineering.
See More
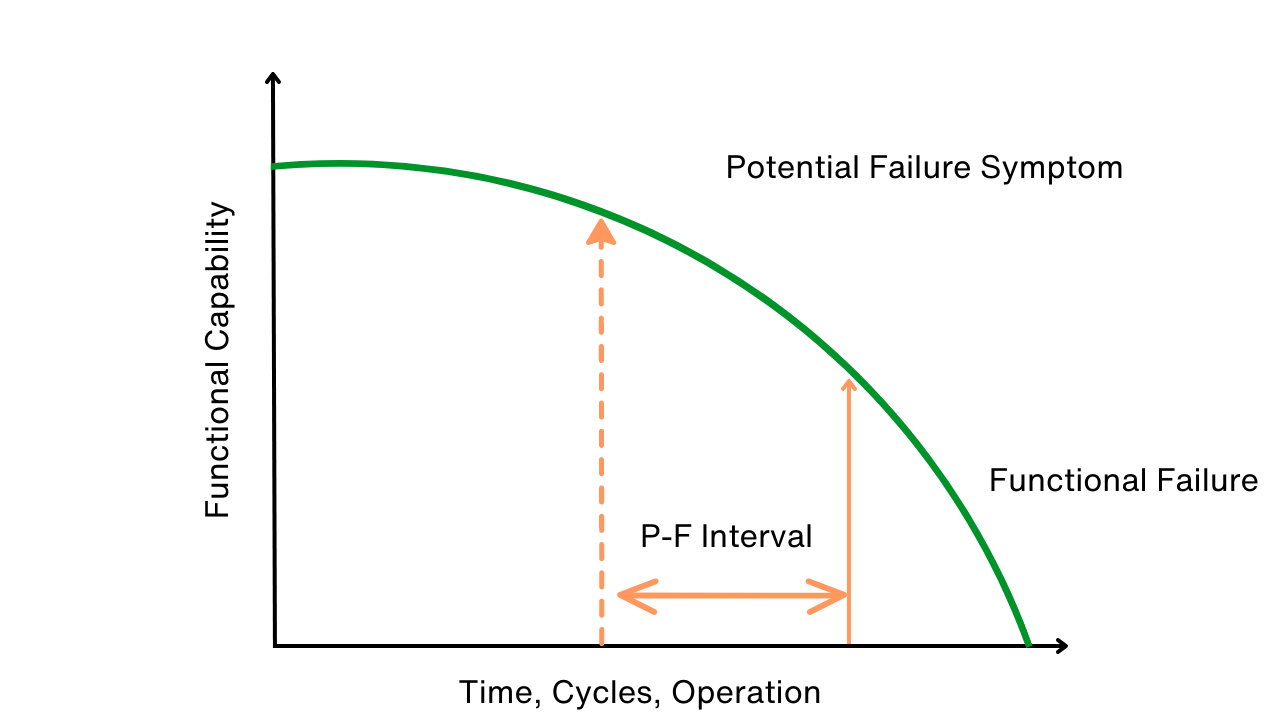
The potential-to-functional failure interval (P-F interval) is one of the most important concepts when it comes to performing Reliability-Centered Maintenance (RCM). Remarkably, the P-F interval is also one of the most misunderstood RCM concepts. The failure mode analysis becomes even more complicated when you are dealing with several P-F intervals for one failure mode. This paper will help clarify the P-F interval and the decision-making process when dealing with multiple P-F intervals.
The potential-to-functional failure interval (P-F interval) is one of the most important concepts when it comes to performing Reliability-Centered Maintenance (RCM). Remarkably, the P-F interval is also one of the most misunderstood RCM concepts. The failure mode analysis becomes even more complicated when you are dealing with several P-F intervals for one failure mode. This paper will help clarify the P-F interval and the decision-making process when dealing with multiple P-F intervals.
See More